Общая постановка двухиндексных задач — Студопедия
Автоматические линии — массовая автоматическая обработка станками
Назначение автоматических линий (АЛ), как и любого другого оборудования, сводится к повышению производительности и увеличению прибыли. В данном случае эффективность достигается за счет многоинструментной и многопозиционной обработки деталей, сокращения доли живого труда, т. е. концентрации производства, полной автоматизации вспомогательных процессов и резкого уменьшения количества обслуживающего персонала.
Автоматические линии — это ряд автоматически управляемых станков, транспортных и контрольных механизмов, работающих по заданному технологическому процессу и представляющих собой единую систему, предназначенную для массовой обработки устойчивых по конструкции изделий АЛ используются преимущественно в массовом производстве разных отраслей промышленности, а в машиностроении они выполняют широкую номенклатуру операций: сверлильно-расточные, резьбонарезные, фрезерные, шлифовальные, токарные, зуборезные, кузнечно-прессовые, литейные, сварочные, термические, окрасочные, гальванические и др.
Впервые металлорежущие станки были соединены передающим устройством на английской фирме «Моррис моторз» в 19231924 гг. при изготовлении блоков цилиндров для автомобильных двигателей. Линия выполняла 53 операции и обрабатывала 15 блоков в час Линия обслуживалась 21 оператором, но управлялась она с помощью рычагов и поэтому была ненадежной в эксплуатации В 1928 г. фирма «А. О. Смит энд К°» построила завод в Милуоки (США), на котором было полностью автоматизировано производство автомобильных рам Изготовление рам начиналось с получения стальной полосы, которая сначала проходила через контрольную позицию, где проверялась и выправлялась. Затем по мере продвижения по автоматической станочной линии полоса резалась, гнулась, пробивалась и прессовалась, приобретая различные формы, необходимые для различных частей шасси. Так же автоматически все части собирались и клепались, затем собранные рамы обрабатывались металлическими щетками и протирались для последующей окраски. На линии, обслуживаемой 120 рабочими, главным образом наладчиками и ремонтниками, ежедневно производилось около 10 тысяч рам Таким образом, на каждую раму затрачивалось 16 человеко-минут.
В 1929 г. фирма «Грехем Пейдж Моторс» (США) создала автоматическую систему на базе агрегатных станков для обработки блока цилиндров машины. Автоматическая линия, созданная фирмой «Джон Бертрам» (Канада) на основе агрегатных станков, имела главный пульт централизованного дистанционного управления При этом у каждого станка (блока) была своя панель управления. Таким образом, впервые была создана единая сблокированная автоматическая система машин.
В Советском Союзе станочная линия впервые была создана в 1939-1940 гг. на Сталинградском тракторном заводе. Она состояла из 5 станков, соединенных конвейерами, и предназначалась для обработки роликовых втулок для гусеничных тракторов Первая поточная автоматическая линия была построена на базе модернизированных станков ручного управления.
Во время Второй мировой войны и в послевоенные годы автоматические станочные линии агрегатных станков получили большое распространение на советских машиностроительных заводах В 1946 г. ЭНИМС и завод «Станкоконструкция» создали автоматическую линию станков для обработки блоков двигателей тракторов.
В этом же году была создана линия для обработки головки двигателя трактора ХТЗ. В 1947 г. созданы четыре автоматические линии для обработки блоков двигателей грузовых автомобилей ЗИЛ-150. Одна из четырех линий состояла из 8 станков типа А291, А306 и имела 8 рабочих позиций, 224 шпинделя, а также 20 электродвигателей. Управление автоматической линией производилось с центрального пульта, снабженного световой сигнализацией Протяженность линии 17,2 м С этого времени началось быстрое внедрение автоматических линий в СССР.
В конце 1955 г. на Первом государственном подшипниковом заводе (ГПЗ-1) был создан и в 1956 г. вошел в строй цех, оборудованный двумя автоматическими линиями по производству шариковых и роликовых подшипников. На линии полностью автоматизированы все операции механической и термической обработки колец, контроля, сборки, антикоррозийной обработки, упаковки изделий и удаления стружки (рис. 1). Благодаря внедрению автоматических линий производственный цикл изготовления подшипников сократился в 4-5 раз, а выработка на одного рабочего повысилась в 2 раза.
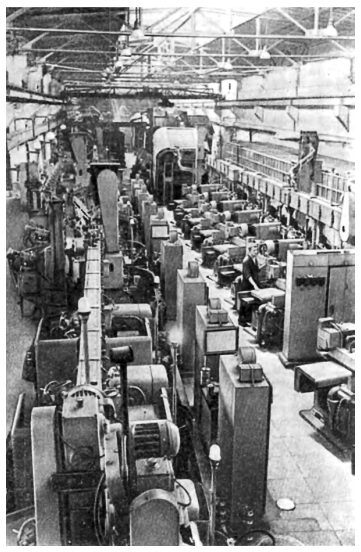
Рис. 1. Цех-автомат на ГПЗ-1
1. Классификация автоматических линий
Учитывая широкое применение АЛ в промышленности, их классифицируют по разным свойствам: по типу оборудования, расположению оборудования, типу связи между станками, способу транспортирования обрабатываемых деталей АЛ делят на жесткие (синхронные) и гибкие (асинхронные), сквозные и несквозные, ветвящиеся и неветвящиеся.
По типу оборудования различают автоматические линии, скомпонованные из специально построенных для данной АЛ, универсальных или специализированных станков Два последних типа перед встраиванием в линию должны быть модернизированы и автоматизированы.
По расположению оборудования АЛ делятся:
- на линейные, кольцевые, прямоугольные, зигзагообразные, z-образные;
- на однопоточные и многопоточные;
- с зависимыми и независимыми потоками;
- с поперечным, продольным и угловым расположением основного технологического оборудования.
Большинство компоновок имеет незамкнутую структуру, обеспечивающую более удобный доступ для обслуживания и ремонта.
По типу связей между станками АЛ делятся:
- на жесткие (синхронные). Такая межоперационная связь характеризуется отсутствием межоперационных заделов. Заготовки загружаются, обрабатываются, разгружаются и передвигаются от станка к станку одновременно или через кратные промежутки времени, в случае остановки любого устройства вся линия останавливается;
- нежесткие (асинхронные) . Межоперационные связи обеспечиваются наличием межоперационных заделов, размещаемых в накопителях или транспортной системе. Это дает возможность при выходе из строя любого станка работу остальных станков до истощения межоперационных заделов не останавливать
По способу транспортирования обрабатываемых деталей АЛ бывают:
- со сквозным транспортированием через рабочую зону станков — применяется в основном при обработке корпусных деталей на агрегатных станках;
- с верхним транспортированием заготовок — применяется при обработке зубчатых колес, фланцев, валов и других деталей;
- с боковым (фронтальным) транспортированием — примеряется при обработке коленчатых и распределительных валов, гильз, крупных колец;
- с роторным транспортированием — применяется на роторных АЛ, где обработка и транспортирование полностью или частично совмещены
АЛ можно разделить по способу перемещения обрабатываемых деталей с позиции на позицию:
- на спутниковые (для обработки сложных по форме деталей, которые трудно или невозможно транспортировать и закреплять в автоматическом режиме с помощью механических устройств);
- бесспутниковые (для обработки деталей, имеющих развитые базовые поверхности, гарантирующие их надежную и точную установку на транспортере и в зажимном приспособлении).
Конструкция станков, входящих в состав линий (как специально построенных для данной АЛ, так и универсальных или специализированных), при встраивании в АЛ не претерпевает существенных изменений. Доработке подвергается только система управления (работу каждого отдельного станка надо согласовать с работой всей линии), а станок снабжается устройством автоматической загрузки заготовки с транспортера. Оборудование АЛ, помимо станков, включает транспортные системы и системы управления.
2. Транспортные системы и механизмы АЛ
Конструкции транспортных систем и механизмов АЛ зависят по большей части от параметров обрабатываемых деталей.
Транспортные системы АЛ являются одной из их основных характеристик. Они делятся:
- по целевому назначению (на системы для межоперационного и межстаночного перемещения и для удаления стружки);
- по способу перемещения деталей (циклического и непрерывного действия);
- по методу перемещения деталей (под действием силы тяжести, принудительно и смешанным способом)
Основными видами транспорта АЛ являются:
- элементарные транспортеры;
- распределительные транспортеры (разделяющие поток заготовок на две или более части и соединяющие разделенные потоки);
- поворотные устройства (поворачивающие заготовку вокруг вертикальной или горизонтальной оси);
- подъемники (поднимающие заготовки вверх при расположении транспортера над станками);
- манипуляторы (передают заготовки с транспортера в зону обработки станка);
- транспортеры для уборки стружки и пр.
Для перемещения заготовок с одной рабочей позиции на другую применяют разные виды транспортеров: толкающие, цепные, подвесные, ленточные, роликовые, винтовые, инерционные, лотки, трубы и т. п.
Одна из модификаций шагового штангового транспортера с собачками показана на рис. 2, а. Для перемещения деталей, имеющих развитую опорную поверхность, эти транспортеры совершают возвратно-поступательное движение вдоль линии. Все детали 1, находящиеся на транспортере, за один цикл синхронно перемещаются на величину хода штанги 3 от пневмоцилиндра 4. При движении штанги 3 в обратном направлении собачки 2 проскальзывают под деталями.
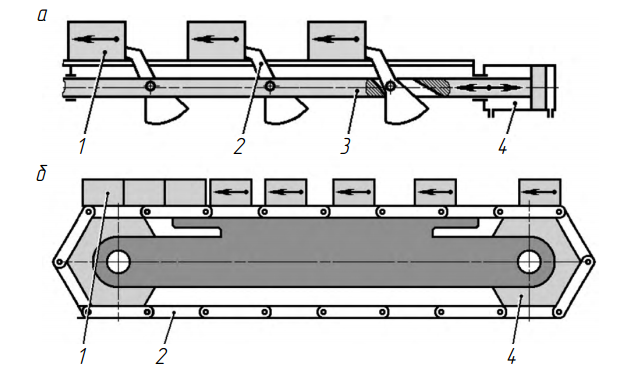
Рис. 2. Простейшие транспортные системы автоматических линий: 1 — деталь; 2 — перемещающий элемент транспортера; 3 — штанга; 4 — привод.
Цепные транспортеры (рис. 2, б) применяют на многих линиях, где надо непрерывно двигать заготовки в процессе обработки. Движение деталей 1 на таком транспортере не является синхронным. В конце транспортера детали обычно накапливаются в небольшом заделе. В качестве шаговых цепные транспортеры почти не применяют. Это объясняется тем, что обеспечить точное перемещение заготовок для их фиксации при базировании и зажиме на рабочих позициях цепной транспортер не может.
Транспортные системы бывают с жесткой, гибкой и смешанной связью.
Жесткая межоперационная связь характеризуется отсутствием или очень малой величиной межоперационных заделов. В АЛ с жесткой связью заготовки загружаются, обрабатываются, разгружаются и передвигаются от станка к станку синхронно через кратные промежутки времени и в случае остановки любого агрегата или устройства вся линия останавливается.
В АЛ из агрегатных станков для обработки корпусных деталей большей частью применяют транспортные системы с жесткой связью оборудования, к которым относятся шаговые конвейеры с убирающимися собачками или поворачивающимися флажками. В целях сокращения простоев в АЛ с жесткой связью применяют конвейеры с управляющимися собачками, которые позволяют производить небольшое межоперационное накопление деталей между станками.
Гибкая межоперационная связь обеспечивается наличием межоперационных заделов, размещаемых в накопителях или транспортной системе, что создает возможность при выходе из строя любого станка работу остальных агрегатов до истощения межоперационных заделов не прекращать. Показанные на рис. 2 штанговый и цепной конвейеры относятся к системам с жесткой и гибкой связью соответственно.
В АЛ с гибкой связью для обработки главным образом деталей типа тел вращения (кольца, фланцы, валики) чаще всего применяются транспортные системы в виде цепных, роликовых, винтовых и вибрационных конвейеров, подъемников, лотков. При гибкой связи координация перемещений деталей в линии отсутствует.
Для уменьшения потерь рабочего времени, связанного с наладкой отдельных станков АЛ, в линию встраивают накопительные устройства. Для этого сплошной поток разделяют на отдельные участки, каждый из которых при остановке других может работать самостоятельно В синхронных АЛ транспортная система практически не может быть использована в качестве накопителя заготовок Детали, находящиеся на холостых позициях линии, не могут расходоваться в период простоя отдельных станков В несинхронных АЛ накопители находятся между отдельными станками или участками В системах линий накопители находятся также между отдельными линиями.
Для обеспечения работы АЛ по обработке корпусных деталей наиболее простые накопители заделов выполняются в виде площадок-складов, расположенных на стыке участков линии. Такие накопители обслуживаются рабочими вручную.
Автоматизированные накопители заделов корпусных деталей бывают двух типов: проходные (транзитные) и тупиковые.
Проходные накопители характеризуются тем, что в них детали транспортируются и при нормальной работе, а не только при простое одной из смежных секций. Обычно в качестве проходного накопителя корпусных деталей используется транспортер для передачи заготовок из секции в секцию (рис. 3). Транспортер выполнен в виде бесконечной цепи со свободно вращающимися роликами 3. При достижении деталью 2 неподвижного упора 1 или ранее поданной детали ролики прокатываются по нижней поверхности детали 2 (см. ролик в разрезе).
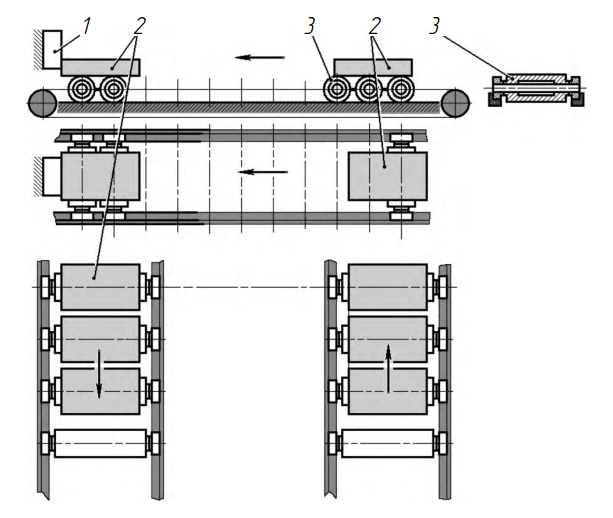
Рис. 3. Схема проходного накопителя заделов для корпусных деталей
Тупиковый накопитель (рис. 4) работает только при простое одной из смежных с ним секций. Секция 6 передает детали на позицию 8, соединенную с поперечным транспортером 5, а также с транспортером 7, предназначенным для передачи деталей в тупиковый накопитель заделов и из него Наличие деталей на позициях 2 и 8 контролируется конечными выключателями. Транспортер секции 6 выдает деталь на позицию 8 лишь при условии что на этой позиции нет детали.
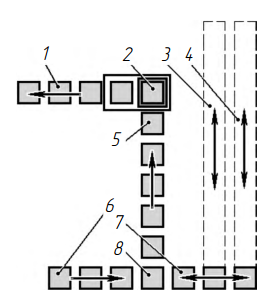
Рис. 4. Схема тупикового накопителя корпусных деталей
Транспортер секции 5 совершает ход вперед только в том случае, если на позиции 8 есть заготовка (ее он забирает), а на позиции 2 она отсутствует. Транспортер секции 1 совершает ход вперед, забирая деталь с позиции 2, лишь если на этой позиции есть деталь.
Эти условия соблюдаются при нормальной совместной работе секций. При простое секции 6 позиции 8 и 2 свободны (и транспортеры 5 и секции 1 не работают), и если на первом транспортере 3 накопителя есть деталь, то этот транспортер выдает деталь, транспортер 7 подает ее в позицию 8 и этим включаются транспортеры 5 и секции 1. Если начнет работать секция транспортера 7, то выдача деталей из накопителя прекращается. Если секция 6 не работает, то израсходуется весь запас и остановятся все транспортеры секций 6 и 1 и накопителя.
Если при нормальной работе с позиции 2 деталь не забирается секцией 1 и в накопителе есть свободная емкость, то с позиции 8 деталь забирается транспортером 7 и штанга накопителя начинает работать на накопление до тех пор, пока не начнет работать секция 1 или не окажется израсходованной емкость накопителя.
Уменьшение потерь не единственный критерий для деления линии на секции. Накопитель заделов вводится между двумя смежными станками, только если это не связано с крупными затратами Иногда накопители совсем не применяются из-за больших затрат на их устройство.
В качестве накопителей мелких деталей используются бункера.
Емкость накопителей заделов зависит от средней длительности простоя секции. Бункер для накопления мелких заготовок должен вмещать не меньше десятикратного числа заготовок, нужных для ликвидации простоя средней длительности На линиях для крупных деталей в накопителе собирают столько деталей, чтобы их хватило на время работы линии, превышающее простой в 1,5-6 раза. К чрезмерному увеличению размеров накопителей надо относиться осторожно и помнить, что незавершенное производство, создаваемое накопителями, отрицательно влияет на экономические показатели работы АЛ.
На многих автоматических линиях выполняется обработка деталей с двух сторон. Для изменения стороны обработки деталь надо повернуть. Механизмы изменения ориентации обрабатываемых деталей зависят от вида связи между станками: жесткая она или гибкая. При жесткой связи используются кантователи — поворотные столы, выполняющие эту операцию в строго определенном порядке. Во втором случае чаще используются разные загрузочные устройства или их элементы, использующие профиль детали и силы тяжести, разные упоры и ограничители.
Гидравлические механизмы поворота выполняют на основе гидроцилиндра в совокупности с зубчатой передачей и обгонной муфтой, в сочетании с мальтийским крестом или рычажно-храповым механизмом, а также на основе гидродвигателя или однополостного гидромотора. Аналогичные схемы имеют пневматические и пневмогидравлические механизмы поворота В электрических механизмах применяют асинхронные или шаговые электродвигатели Из механических механизмов поворота наиболее часто применяют рычажные, мальтийские, кулачковые и зубчатые.
После перемещения заготовки по транспортеру к станку в дело вступает загрузочное устройство. По месту расположения загрузочные устройства делятся:
- на непосредственно встроенные в автоматы и являющиеся их неотъемлемыми узлами и работающие от общего привода;
- расположенные около станков и между участками линии и имеющие самостоятельный привод
По характеру подачи деталей загрузочные агрегаты делят на непрерывные и циклические. Они приводятся в действие от механического, гидравлического или пневматического привода.
В зависимости от принятого метода накопления деталей устройства делят:
- на бункерные (мелкие детали в них располагаются навалом);
- магазинные (детали в емкости располагаются ориентированно в один ряд);
- штабельные (детали в емкости располагаются ориентированно в несколько рядов или слоев)
По конструктивному исполнению загрузочные устройства делят на цепные, фрикционные, трубчатые, дисковые и лотковые. Детали могут перемещаться под действием подающего диска, толкателя, цепи, вибрационного механизма, вращающихся щеток и других механизмов, а также под действием силы тяжести.
Среди загрузочных приспособлений как наиболее совершенные надо выделить манипуляторы и промышленных роботов.
Зажимные приспособления АЛ, как уже говорилось, есть двух видов: стационарные и приспособления-спутники.
Стационарные приспособления являются частью станка АЛ. В них подают, устанавливают, закрепляют и обрабатывают заготовки с надлежащим направлением режущего инструмента. После обработки заготовку открепляют, удаляют из приспособления и передают на транспортирующее устройство для перемещения на следующий станок Стационарные зажимные приспособления обычно одноместные однопозиционные, реже многопозиционные (поворотные) и многоместные. Эти приспособления автоматических линий имеют свои особенности. Заготовки в эти приспособления подаются и устанавливаются простейшим движением транспортирующего устройства линии В качестве установочных элементов используют опорные планки и два выдвижных пальца с коническими фасками. По сложной траектории (дуги и прямые) с помощью автооператоров заготовки деталей типа тел вращения обычно подаются в центры станков.
Автоматический контроль правильности установки заготовки в приспособление предупреждает брак и аварии. Работа приспособлений жестко согласована с действиями станка и конвейера.
Приспособления-спутники представляют собой устройства, которые несут закрепленные в них заготовки по всей трассе АЛ. Их применяют для обработки заготовок сложной конфигурации, реализуя принцип постоянства установочных баз Приспособление- спутник обычно представляет собой плиту прямоугольной формы с базовыми и зажимными элементами. В начале линии на спутнике вручную устанавливают и закрепляют заготовку Дальнейшее перемещение спутника с заготовкой не отличается от перемещения корпусной заготовки. Как и у корпусной детали, у плиты приспособления-спутника есть опорная поверхность и два установочных отверстия В конце линии заготовку открепляют и снимают Приспособления-спутники, кроме повышения качества обработки заготовки, усложняют АЛ из-за необходимости их возврата, удорожают ее и вынуждают организовывать жесткую транспортную связь.
Большой проблемой на автоматических линиях является удаление стружки. Ее удаляют из рабочей зоны станков, смывая эмульсией, сдувая сжатым воздухом или перемещая подвижными элементами станков и конвейера. При обработке деталей из чугуна без охлаждения применяется отсасывание металлической стружки и графитовой пыли с помощью гидроциклонов. Удаление стружки из отверстий производится выдуванием или вытряхиванием на спецустройствах. В особенно затруднительных случаях применяют экзотические методы вроде взрыва. Для улучшения отвода сливной стружки и предотвращения ее сворачивания в клубок на режущем инструменте применяют стружколомы, с опорных поверхностей приспособлений такую стружку смывают и сдувают Для обеспечения чистоты опорных поверхностей детали моют на встроенных в АЛ моечных машинах. После удаления со станка стружку транспортируют двумя способами: конвейерами, расположенными вне линии и встроенными в линию При этом используются скребки, шнеки, виброимпульсы, смыв стружки струей СОЖ из сопел, расположенных вдоль канала для удаления стружки, с помощью электромагнитов
3. Системы управления АЛ
Завершает и объединяет в одно целое конструкцию автоматической линии система управления, которая вместе с комплексом механизмов рабочих и холостых ходов является обязательной составной частью автоматической машины, выполняющей заданный технологический процесс без участия человека Система управления определяет характер взаимодействия управляемых рабочих органов автоматической машины и объединяет:
- систему управления всеми движениями и очередностью работы основных и вспомогательных механизмов;
- системы блокирования и сигнализации, обеспечивающие безаварийность работы основных и вспомогательных механизмов;
- систему регулирования, служащую для подналадки станков и инструментов;
- систему контроля, служащую для анализа результатов обработки
В системах управления АЛ применяют электрические, гидравлические и пневматические устройства связи, которые делятся:
- на внешние (обеспечивают согласование работы независимых друг от друга участков АЛ);
- внутренние (цепи управления, обеспечивающие последовательную работу отдельных механизмов станков, входящих в АЛ);
- промежуточные (обеспечивают согласованную работу отдельных станков какого-либо участка АЛ);
- вспомогательные (согласовывают работу отдельных агрегатов с другими системами управления).
Внешние и вспомогательные связи почти всегда бывают электрическими, а промежуточные — комбинированными (электромеханическими, электрогидравлическими или электропневматиче- скими) . Внутренние связи обеспечиваются разными устройствами: механическими, электрическими, пневматическими, гидравлическими или их комбинацией. На автоматических линиях управление последовательностью фаз работы агрегатов, в зависимости от назначения и состава оборудования, размера линии, а также длительности цикла ее работы, бывает централизованным, децентрализованным или смешанным.
Система управления автоматической линии включает программоноситель, считывающее устройство, устройство ввода программы, передаточно-преобразующее устройство, исполнительное устройство, систему обратной связи. Основными программоносителями, от которых поступают команды управления АЛ, являются:
- передвижные упоры (например, в АЛ применяются силовые столы, на верхнюю плоскость которых устанавливаются шпиндельные узлы с самостоятельным приводом вращения — фрезерные, расточные, револьверные бабки Включение различных этапов цикла стола происходит по команде, поступающей от конечного выключателя после нажатия на него упора);
- распределительные валы с кулачками (например, при включении в АЛ многошпиндельных или одношпиндельных токарных автоматов, управляемых от одного или двух распределительных валов — при включении в АЛ специализированных станков);
- копиры (например, те же гидрокопировальные токарные полуавтоматы);
- перфоленты, компакт-диски, флэш-карты.
Управление каждого отдельного станка обязательно согласуется с общим управлением АЛ.
Общая постановка двухиндексных задач
Пример 7. На двух автоматических линиях выпускают аппараты 3-х типов. Условия производительности и затрат на работу приведены в табл. 7.
| Тип аппарата | Производительность | Затраты на работу | План, шт |
| А | |||
| В | |||
| С |
Составить такой план загрузки линий, чтобы суммарные затраты были минимальны, а задание было бы выполнено не более, чем за 15 суток.
Решение: хij – затраты времени на изготовление i-го вида продукции на j-ой линии. Суммарные затраты на выполнение плана по производству:
4х11 + 3х12 = 50 — ограничения объема продукции А,
6х21 + 5х22 = 40 — ограничения объема продукции В,
8х31 + 2х32 = 50 — ограничения объема продукции С.
Так как время работы каждого станка не превышает 15 суток, то
Пример 8. Выполнить заказ по производству 32 изделий И1 и 4 изделий И2 взялись бригады Б1 и Б2 . Производительность бригады Б1 по производству изделий И1 и И2 составляет соответственно 4 и 2 изделия в час, фонд рабочего времени этой бригады 9,5 ч. Производительность бригады Б2 – соответственно 1 и 3 изделия в час, а ее фонд рабочего времени – 4 ч. Затраты, связанные с производством единицы изделия, для бригады Б1 равны соответственно 9 и 20 руб., для бригады Б2 – 15 и 30 руб.
Составьте математическую модель задачи, позволяющую найти оптимальный объем выпуска изделий, обеспечивающий минимальные затраты на выполнение заказа.
Решение: пусть x11 – количество изделий И1 и x12 – количество И2, изготавливаемых бригадой Б1; x21 – количество изделий И1 и x22 – количество изделий И2, изготавливаемых бригадой Б2. Тогда
x11 + x21 = 32 — количество изделий И1, произведенных бригадами Б1 и Б2
Если известна производительность каждой бригады, т.е. количество производимых изделий в 1 ч., то трудоемкость есть обратная величина. Тогда 1/4 ч тратит бригада Б1 на производство одного изделия И1 и 1/2 ч на производство одного изделия И2; 1/1 ч тратит бригада Б2 на производство одного изделия И1 и 1/3 ч на производство одного изделия И2.
1/4x11 + 1/2x12 ≤ 9,5 — общее время, затраченное бригадой Б1 на выпуск изделий И1 и И2
1/1x21 + 1/3x22 ≤ 4 — общее время, затраченное бригадой Б2
В общем виде: предприятию задан план производство продукции по времени и номенклатуре: требуется за время Т выпустить n1, n2, …, nk единиц продукции Р1, Р2, … Рк.. Продукция производится на станках S1, S2, …, Sm . Для любого станка известны производительность aij (число единиц продукции Pj которую можно произвести на станках Si, ) и затраты bij на изготовление продукции Pj на станке Si в 1единицу времени. Необходимо составить такой план работы станков хij (время, в течении которого станок Si будет занят изготовлением продукции Pj), чтобы затраты на производство всей продукции были минимальны.
ограничение работы станков — ,
ограничения по номенклатуре — ,
1.2.2. Перевозка грузов
Пример 9.Заводы некоторой автомобильной фирмы расположены в городах А, В и С. Основные центры распределения продукции сосредоточены в городах D и E. Объемы производства указанных трех заводов равняются 1000, 1300 и 1200 автомобилей ежеквартально. Величины квартального спроса в центрах распределения составляют 2300 и 1400 автомобилей соответственно. Стоимости перевозки автомобилей по железной дороге по каждому из возможных маршрутов приведены в табл. 8.
Постройте математическую модель, позволяющую определить количество автомобилей, перевозимых из каждого завода в каждый центр распределения, таким образом, чтобы общие транспортные расходы были минимальны.
Стоимость перевозки автомобилей, руб./шт.
| Заводы | Центры |
| D | E |
| A | |
| B | |
| C |
Решение. xik — количество груза, перевозимого от i поставщика к j потребителю, тогда целевая функция имеет вид:
Мощность поставщиков: x11 + x12 =1000
Мощность потребителей: x11 + x21 + x31 =230
В общем виде: ai — количество груза, которое должен бы доставить потребителю (мощность поставщиков), где i = 1,p, bj — мощность потребителей (j = 1,q), q — число потребителей, p — число поставщиков. Обозначим сij — коэффициент затрат (стоимость перевозки одной единицы продукции из i пункта в j). Необходимо составить план перевозок груза (указать сколько единиц груза должно быть отправлено из i пункта в j), чтобы суммарные затраты на перевозку были наименьшими.
Пусть xij — количество груза, перевозимого от i поставщика к j потребителю, тогда целевая функция имеет вид:
Начальные ограничения по ресурсам (5)
Начальные ограничения по потребностям (6)
Чтобы ТЗ ЛП имела решение необходимо и достаточно, чтобы суммарные запасы поставщиков равнялись суммарным запросам потребителей, то есть выполняется условие:
Если отсутствует условие баланса (8), то ТЗ называется открытой. Для ее решения вводим:
— фиктивный (q+1) пункт потребления, если ∑аi > ∑bj, с объемом
— фиктивный (p+1) пункт отправления, если ∑аi < ∑bj, с объемом
Введение фиктивного потребителя или отправителя влечет необходимость формального задания фиктивных тарифов cij ф (реально не существующих) для фиктивных перевозок. Поскольку нас интересует определение наиболее выгодных перевозок, то необходимо предусмотреть, чтобы при решении задачи (при нахождении опорных планов) фиктивные перевозки не рассматривались до тех пор, пока не будут определены все реальные перевозки. Для этого надо фиктивные перевозки сделать невыгодными, то есть дорогими, чтобы при поиске решения задачи их рассматривали в самую последнюю очередь. Таким образом, величина фиктивных тарифов должна превышать максимальный из реальных тарифов, используемых в модели, то есть
На практике возможны ситуации, когда в определенных направлениях перевозки продукции невозможны, например, по причине ремонта транспортных магистралей. Такие ситуации моделируются с помощью введения так называемых запрещающих тарифов cij з . Запрещающие тарифы аналогично должны превышать максимальный из реальных тарифов, используемых в модели:
Пусть требуется при решении ТЗ ограничить перевозки от поставщика l к потребителю k.
Тогда, сначала необходимо уменьшить запасы поставщика l и запросы k потребителя на величину а (т.е. зарезервировать перевозку хlk = а). Затем в полученном оптимальном решении следует увеличить хlk на а.
Тогда вместо потребителя k с объемом bk ввести двух потребителей bk = b и bn+1 = bk — b. Стоимости cij остаются прежними, а cl(n+1) = M (М ≥ 1). Так как cl(n+1) = M – самая максимальная стоимость, то в оптимальном решении клетка с номером (l; n+1) остается пустой (xl(n+1) = 0). Затем ищем оптимальное решении Х. Итоговый объем перевозок есть сумма объемов столбцов bk и bn+1.
Примеры 10. Дана распределительная таблица. Объем перевозок груза от второго поставщика второму потребителю должен быть не менее 200 единиц, а от третьего к первому не более 300 ед. найти оптимальное решение.
Решение. Так как х22 ≥ 200, то уменьшим запасы 2-го поставщика и 2-го потребителя на 200 ед.: а2 = 400 – 200 = 200;
b2 = 500 — 200 = 300.
Так как х31 ≤ 300, то вместо b1 = 300 и b4 = 600 – 300 = 300 со стоимостями с14 = с24= 2;с34= 100.
Так как задача открытая, то добавим 4-го поставщика:
Решение задачи дает оптимальное решение Fmin = 5600, где
Увеличим х22 на 200 и объединим объем перевозок 1-го и
4-го потребителя. Тогда Fmin = 7800
1.2.3. Задача о назначениях
В общем виде: рассмотрим задачу формирования трудового коллектива. На коммерческом предприятии имеется n работников: A1, A2,…,Am, каждый из которых должен выполнять одну Bj из имеющихся m видов работ: B1, B2. Вm. Для каждого работника Аi на рабочем месте Bj рассчитывается производительность труда cij. Необходимо определить, кого и на какую работу следует назначить, чтобы добиться максимальной или минимальной стоимости назначения суммарной производительности при условии, что каждый работник может быть назначен только на одну работу.
Обозначим xij назначение i-го работника на j-ю работу, которое может принимать только два целочисленных значения: 1, если i-й работник назначен на выполнение j-й работы; 0, если не назначен. Необходимо построить квадратную матрицу распределения по должностям X, которая обеспечивает экстремальное значение производительности или стоимость назначения:
Задача о назначениях является частным случаем транспортной задачи.
1.2.4. Построение кольцевых маршрутов
В общем виде: пусть расстояния между любой парой множества из n городов равно aij (i = 1,…, m; j = 1,…, n, i ≠ j). Если прямого маршрута между городами i и j не существует, то допускают, что aij = ∞. Коммерсант, выезжая из какого-либо города, должен посетить все города, побывав в каждом из них один и только один раз, и вернуться в исходный город. Необходимо определить такую последовательность объезда городов, при которой длина маршрута была бы наименьшей.
Обозначим xij = 1, если коммивояжер переезжает из города i в город j; в противном случае xij =0. Задача заключается в определении матрицы целых неотрицательных значений переменных xij, минимизирующих целевую функцию вида
при ограничениях для въезда в город j только один раз:
для выезда из города i только один раз:
1.2.5. Общая распределительная задача
Исходные параметры модели задачи распределения (РЗ):
1) n – количество исполнителей;
2) m – количество видов выполняемых работ;
3) ai – запас рабочего ресурса исполнителя Ai (i = 1, n)
[ед. ресурса];
4) bj – план по выполнению работы Bj ( j = 1, m) [ед. работ];
5) cij – стоимость выполнения работы Bj исполнителем Ai
[руб./ед. работ];
6) λij – интенсивность выполнения работы Bj исполнителем Ai
[ед. работ / ед. ресурса];
Искомые параметры модели РЗ:
1) xij – планируемая загрузка исполнителя Ai при выполнении работ Bj [ед. ресурса];
2) xij к = (λij*xij) – это количество работ j-го вида, выполненных i-м исполнителем.
3) L(X) – общие расходы на выполнение всего запланированного объема работ [руб.].
Распределительная матрица имеет вид:
| Исполнители, Ai | Работы, Bj | Запас ресурса, ед. ресурса | ||
| B1 | B2 | … | Bm | |
| A1 | λ11 c11 | λ11 c11 | λ1m c1m | a1 |
| … | ||||
| An | λn1 cn1 | λn2 cn2 | λnm cnm | an |
| План работы | b1 | b2 | bm |
Модель РЗ: L (X) = ∑∑ сij xij к → min
Этапы решения РЗ.
I. Преобразование РЗ в ТЗ:
1) выбор базового ресурса и расчет нормированных производительностей ресурсов αij = λij/ λбаз j;
2) пересчет запаса рабочего ресурса исполнителей
3) пересчет планового задания b′j = bj / λбаз j [ед. ресурса];
4) пересчет себестоимостей работ:
II. Определение оптимального решения ТЗ.
1) проверка баланса пересчитанных параметров ΣΣa′i = ΣΣb′j и построение транспортной матрицы.
2) поиск оптимального решения ТЗ X’* = x’ij.
III. Преобразование оптимального решения ТЗ X’* в оптимальное решение РЗ X* по формуле
IV. Определение количества работ X к* = (xij k ), соответствующее оптимальному решению РЗ X*:
VI. Определение ЦФ распределительной задачи L(X*).
Пример 11. На фабрике эксплуатируются три типа ткацких станков, которые могут выпускать четыре вида тканей. Известны следующие данные о производственном процессе:
— производительности станков по каждому виду ткани, м/ч
| 24 | 30 | 18 | 42 | |
| λij = | 12 | 15 | 9 | 21 |
| 8 | 10 | 6 | 14 |
— себестоимость тканей, руб./
| 2 | 1 | 3 | 1 | |
| сij = | 3 | 2 | 4 | 1 |
| 6 | 3 | 5 | 2 |
— фонды рабочего времени станков (ai ): 90, 220, 180 ч;
— планируемый объем выпуска тканей (bj): 1200, 900, 1800, 840 м.
Требуется распределить выпуск ткани по станкам с целью минимизации общей себестоимости производства ткани.
Решение. Составим распределительную таблицу 9.
| Исполнители, Ai | Работы, Bj | Фонд времени | |
| B1 | B2 | B3 | B4 |
| A1 | 2 (c11) 24 (λ11) | ||
| A2 | |||
| A3 | |||
| Объем выпуска |
Общая себестоимость составит:
Ограничения имеют вид по фондам времени, ч:
по объемам выпуска, м:
Выберем базовый ресурс λ1, тогда
α1 = 24/24 = 30/30 == 18/18 = 42/42 = 1;
α2 = 12/24 = 15/30 = 9/18 = 21/42 = 1/2;
α3 = 8/24 = 10/30 = 6/18 = 14/42 = 1/3.
Пересчитаем фонды времени станков:
a′1= 1*90 = 90 ч;a′2= 1/2*220 = 110 ч; a′3= 1/3*180 = 60 ч. Из этих величин следует, что тот объем работ, который второй станок выполняет за свой фонд времени 220 ч, базовый станок сможет выполнить за 110 ч. Аналогично объем работ, который третий станок выполняет за 180 ч, базовый выполнит за 60 ч.
Пересчитаем плановое задание:
b′1 = 1200/24 = 50 ч;b′2 = 900/30 = 30 ч; b′3 = 1800/18 = 100 ч;
b′4 = 840/42 = 20 ч. Отсюда следует, что план выпуска первого вида ткани базовый станок выполнит за 50 ч, второго вида – за 30 ч и т.д.
| 144 | 90 | 90 | 84 | |
| с′ij = | 72 | 60 | 72 | 42 |
| 48 | 30 | 54 | 42 |
Получим транспортную задачу:
| B1 | B2 | B3 | B4 | Фиктивный | Фонд времени a′i, ч |
| A1 | |||||
| A2 | |||||
| A3 | |||||
| Объем выпуска b′j, ч |
В результате решения получим оптимальное решение
| 50 | 30 | 10 | 0 | 0 | |
| Х′опт = | 0 | 0 | 90 | 20 | 0 |
| 0 | 0 | 0 | 0 | 60 |
Преобразуем опорный план ТЗ X′ в опорный план РЗ
| 50 | 30 | 10 | 0 | 0 | |
| Х′ = | 0 | 0 | 180 | 40 | 0 |
| 0 | 0 | 0 | 0 | 180 |
Таким образом, первый станок должен 50 ч производить ткань первого вида, 30 ч – ткань второго вида и 10 ч – ткань третьего вида. Второй станок должен 180 ч производить ткань третьего вида и 40 ч – ткань четвертого вида. А третий станок будет простаивать, не выпуская ткань вообще, т.к. согласно решению, его загрузка находится в фиктивном столбце ( x35 = 180). Определим, сколько метров ткани каждого вида должны произвести станки:
На двух автоматических линий
Автоматические линии, понятия, назначение и структуры
- Опубликовано: 26 февраля, 2021
1. Основные понятия и определения
Автоматические линии, предназначены для изготовления деталей в условиях крупносерийного и массового производства и являются основным средством решения задач комплексной автоматизации. В связи с продолжающейся реконструкцией и строительством новых заводов, с широким внедрением трудосберегающей и безлюдной технологии потребность в автоматических линиях непрерывно возрастает.
Экономическая эффективность использования автоматических линий достигается благодаря их высокой производительности, низкой себестоимости продукции, сокращению обслуживающего персонала на заданную программу выпуска, стабильному качеству изделий, ритмичности выпуска, созданию условий для внедрения современных методов организации производства.
Автоматическая линия представляет собой совокупность технологического оборудования, установленного в соответствии с технологическим процессом обработки, соединенного автоматическим транспортом. Функции человека при этом сводятся к контролю за работой оборудования и его поднастройкой, а также загрузке заготовок в начале цикла и выгрузке изделий в конце него. Причем последние операции все чаще передаются промышленному роботу. Автоматические линии могут быть операционными (для определенного вида обработки) или комплексными (система автоматических линий).
Система автоматических линий комплексной обработки – совокупность автоматических линий, обеспечивающих выполнение всех операций, предусмотренных технологическим процессом обработки.
Автоматический цех – производственная единица, в которой сосредоточены технологические потоки, состоящие из систем автоматических линий.
Автоматические линии классифицируются по основным признакам, влияющим на их организацию и эксплуатацию. Их делят на жесткие (синхронные) и гибкие (асинхронные), спутниковые и бесспутниковые, сквозные и несквозные, ветвящиеся и неветвящиеся.
Жесткая межоперационная связь характеризуется отсутствием межоперационных заделов. В такой автоматической линии заготовки (изделия) загружаются, обрабатываются, разгружаются и передвигаются от станка к станку одновременно или через кратные промежутки времени, и в случае остановки любого агрегата или устройства вся линия останавливается.
Гибкая межоперационная связь обеспечивается наличием межоперационных заделов, размещаемых в накопителях или транспортной системе, что создает возможность обеспечить при выходе из строя любого станка работу остальных агрегатов до истощения межоперационных заделов.
Спутниковая автоматическая линия – линия, в которой заготовки базируются, обрабатываются и транспортируются в приспособлении-спутнике. Транспортная система в этом случае должна обеспечить возврат спутников в начало линии.
Когда в составе технологического потока одна или несколько операций реализуются на параллельно работающих станках, автоматическая линия характеризуется ветвящимся транспортным потоком. Примером такого конструктивного решения служат линии для токарной обработки и шлифования внутренних поверхностей колец подшипников.
По степени совмещения обработки с транспортированием заготовки линии подразделяют на стационарные, роторные и цепные; по компоновке – на линейные, кольцевые, прямоугольные, зигзагообразные, зетобразные; по числу потоков – на однопоточные и многопоточные, с зависимыми и независимыми потоками, с поперечным, продольным и угловым расположением основного технологического оборудования. Большинство компоновок имеют незамкнутую структуру, обеспечивающую удобный доступ для обслуживания и ремонта оборудования.
По виду транспортных систем и способу передачи деталей с одной рабочей позиции на другую автоматические линии делят на линии со сквозным транспортированием через зону обработки (в основном используют для изготовления корпусных деталей на агрегатных станках), с фронтальным (боковым) транспортированием заготовки (при обработке коленчатых валов, крупных колец и фланцев), с верхним и нижним транспортными потоками (в линиях – для изготовления шестерен, мелких и средних колец подшипников, фланцев валов).
По типу встроенного основного технологического оборудования различают автоматические линии из специальных и агрегатных станков, хотя иногда имеет место компоновка из станков разных типов.
В настоящее время изготовляют автоматические линии для крупносерийного и массового производства, предназначенные для одновременной или последовательной обработки нескольких наименований однотипных, заранее известных изделий (блоки цилиндров двигателей, корпусов редукторов, насосов, клапанов, гильз, поршней и т.д.) как с автоматической, так и с ручной переналадкой. Подобные автоматические линии или системы автоматических линий называют автоматическими переналаживаемыми линиями (системами) групповой обработки; они предназначены для одновременной или последовательной обработки группы заранее заданных изделий, однотипных по размерам и технологии обработки.
По виду обрабатываемых деталей различают линии для обработки корпусных деталей (корпуса насосов, блоки компрессоров и т.д.) и линии для обработки деталей типа тел вращения (кольца подшипников, валы, гильзы и т.д.).
2. Автоматические линии для обработки деталей типа тел вращения
Детали типа тел вращения, предназначенные для обработки на автоматических линиях, в соответствии со способами базирования, транспортирования, а также использования основного технологического оборудования делят на две основные группы: детали типа валов длиной, значительно превышающей диаметр, и детали типа дисков (колец) диаметром, большим длины (ширины).
Технологические процессы обработки этих двух основных групп обычно объединяют в типовые схемы и уточняют в зависимости от конфигурации изделий и требований точности обработки.
Для токарной обработки, например, валов широко используют токарно-копировальные, автоматы, в то время как для изготовления; изделий типа дисков и колец наибольшее применение нашли горизонтальные и вертикальные многошпиндельные токарные автоматы.
Многошпиндельные токарные автоматы выпускают в патронном и прутковом исполнении (рис. 1). В патронном исполнении их оснащают автооператором для загрузки заготовок и выгрузки отработанных деталей.
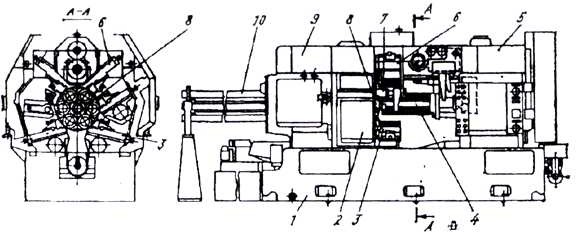
Рисунок 1. Шестишпиндельный токарный автомат: 1 – станина, 2 – передняя стойка, 3, 6 – поперечные суппорты, 4 – продольный суппорт, 5 – задняя стойка, 7 – шпиндель, 8 – шпиндельный блок, 9 – траверса, 10 – механизм поддержки прутков
Многошпиндельные токарные автоматы обладают широкими технологическими возможностями при обработке разнообразных деталей, обеспечивая высокую степень концентрации обработки. По принципу работы их подразделяют на автоматы параллельного и последовательного действия. Первые на всех шпинделях реализуют одинаковые операции и за один цикл работы обрабатывают столько сравнительно несложных деталей, сколько шпинделей имеет автомат.
Наибольшее распространение получили многошпиндельные автоматы последовательного действия (рис 2), на которых заготовки с загрузочной позиции периодическим поворотом (индексацией) шпиндельного блока 1 последовательно подводятся к рабочим позициям и одновременно обрабатываются в соответствии с технологическим процессом. Автомат оснащают поперечными суппортами 2, которые получают подачу от индивидуальных кулачков, и продольным суппортом 5, расположенным на центральной гильзе 4 и имеющим продольную подачу 5пр от своего кулачка. Иногда на продольном суппорте устанавливают скользящие державки с режущим инструментом, получающие перемещение от дополнительных индивидуальных кулачков, т.е. так же, как и инструментальные шпиндели с независимым приводом.
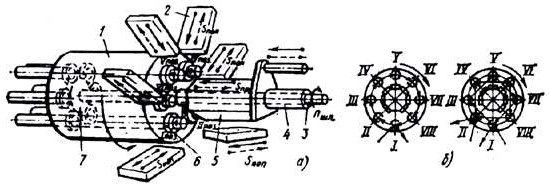
Рис. 2. Многошпиндельный токарный автомат последовательного действия
Шпиндели 6 автомата получают вращение от приводного вала 3 через общее центральное зубчатое колесо 7, вследствие чего они имеют одинаковую частоту вращения.
Большое число рабочих позиций шпинделей (6 – 8) позволяет использовать их в разных сочетаниях. Детали сложной формы проходят обработку на всех позициях станка, перемещаясь в каждом цикле на следующую позицию (одинарная индексация). Для более простых деталей, которые можно обрабатывать при меньшем числе рабочих позиций, применяют схему параллельно-последовательной обработки. Для этого используют две позиции в качестве загрузочных и обрабатывают детали в два потока.
Для финишной обработки деталей типа тел вращения чаще всего применяют бесцентровошлифовальные автоматы, как наиболее подходящие при решении задач автоматической загрузки-разгрузки заготовок наиболее простыми методами. Кроме того, метод бесцентрового шлифования обеспечивает более высокую производительность за счет больших подач благодаря наличию жесткой опоры по всей длине обрабатываемой детали, воспринимающей силу со стороны шлифовального круга.
На автоматической линии для токарной обработки колец конических подшипников в начале установлен автоматический бункер для накопления и выдачи штучных заготовок, а в конце – магазин (с вращающимися щетками). Транспортные устройства (конвейеры подводной и отводящий, подъемники, гибкая лотковая система) передают заготовки из бункера к многошпиндельным токарным автоматам, а обработанные кольца – к прессу клеймения и далее в магазин. Наружные кольца обрабатывают на шестишпиндельных, а внутренние – на восьмишпиндельных токарных автоматах. На каждом станке реализуется полная токарная обработка кольца. Загрузка, выгрузка и поворот кольца в процессе обработки обеспечиваются автооператором.
3. Роторные автоматические линии
По структурному построению роторные линии существенно отличаются от линий из агрегатных и других станков, соединенных единой транспортной системой. Роторные линии (рис. 3) комплектуют из роторных автоматов, на которых обработка деталей выполняется в процессе непрерывного транспортирования их совместно с режущим инструментом. Таким образом, главной особенностью роторных линий является совмещение во времени транспортирования заготовок и их обработки. Траектория перемещения заготовки по всем станкам линии 1 осуществляется транспортными роторами 2.
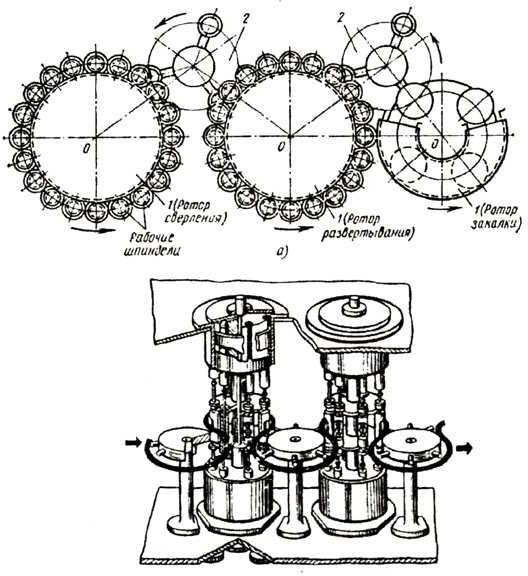
Рис. 3. Принципиальная (a) и конструктивная (б) схемы роторной линии
Производительность роторной линии зависит от числа позиций и частоты вращения роторов. В результате совмещения времени обработки со временем транспортирования заготовок роторные линии обеспечивают высокую производительность при изготовлении небольших, сравнительно простых деталей, при малом основном технологическом времени
Роторные линии эффективно используют в массовом производстве. Необходимо указать на то, что перестановка деталей с одного ротора на другой приводит к потере точности изделия.
4. Назначение гибкого автоматизированного производства
Гибкое автоматизированное производство (ГАП) – принципиально новая концепция в машиностроении, ведущая к созданию автоматизированного предприятия будущего.
Новое в концепции ГАП состоит в том, что ему свойственен централизованный способ производства, предусматривающий как можно более полную обработку деталей на одном оборудовании.
Новая концепция позволяет полностью интегрировать весь производственный цикл – от идеи до выпуска новой продукции – путем автоматизации всего комплекса процессов производства и управления на базе ЭВМ и современных достижений в электронике и приборостроении. Переход с выпуска одного изделия на выпуск другого осуществляется без остановки технологического и другого оборудования (требуемая переналадка идет параллельно с выпуском предыдущего изделия). Обобщенным понятием, распространенным на все организационные структуры и виды ГАП, является понятие гибкая производственная система (ГПС).
ГПС – это несколько единиц технологического оборудования, снабженного средствами и системами, обеспечивающими функционирование оборудования в автоматическом режиме; при этом ГПС должна обладать свойством автоматической переналадки при переходе на производство новых изделий в пределах заданной номенклатуры. По организационным признакам ГПС подразделяют на следующие виды: гибкая автоматизированная линия (ГAJl), гибкий автоматизированный участок (ГАУ), гибкий автоматизированный цех (ГАЦ), гибкий автоматизированный завод (ГАЗ). ГАЛ и ГАУ состоят из гибких производственных моделей (ГПМ) или отдельных единиц технологического оборудования.
Под ГПМ подразумевается единица технологического оборудования, оснащенная системой ЧПУ или каким-либо другим устройством ПУ и функционирующая как самостоятельно, так и в составе ГПС; при этом все функции, связанные с изготовлением изделия, должны осуществляться автоматически.
5. Принципы создания ГПС
Принцип создания предполагает нахождение оптимального соединения универсальности и автоматизации в программно-управляемом и программноперенастраиваемом оборудовании.
Нахождение оптимума ГПС является задачей технико-экономического анализа ГПС для конкретной реализации.
ГПС строят на базе модулей. Под модулем понимают первичный элемент, выполняющий автономно или в составе ГПС более высокого уровня законченную операцию.
Являясь компонентом ГПС, модуль сам может состоять из компонентов. Компонент модуля, как и модуль, может быть самостоятельно разработан, изготовлен и внедрен, но присущие ему функции управления или технологические функции могут быть выполнены только в составе модуля.
ГПС представляет собой многоуровневую структуру, на самом нижнем уровне которой находятся гибкие автоматизированные модули, затем гибкие автоматизированные линии, следующие уровни – это ГПС участка, цеха, предприятия в целом.
Модуль и иерархичность позволяют создавать проекты любого необходимого уровня вплоть до автоматизированного предприятия.
Оборудование ГПС, как основное, так и вспомогательное, при смене изделий перенастраивается путем ввода новых управляемых программных модулей. Перенастройка модулей вручную допустима в минимальных объемах и только в случаях очевидной экономической неэффективности реализации программной перенастройки.
Построение ГПС с максимальным достижением предметной замкнутости обусловливается наибольшей эффективностью внедрения бригадных форм организации труда, повышением ответственности персонала за конечный результат труда.
Максимальная предметная замкнутость является необходимым условим сокращения длительности производственного цикла за счет уменьшения времени на межоперационное пролеживание, дополнительный контроль и транспортировку деталей и сборочных единиц с участка на участок, из цеха в цех и т.д.
6. Основные характеристики ГПС
Организационная основа ГПС – это групповое производство, являющееся формой организации дискретных (прерывных) производственных процессов, экономикоорганизационной основой которых является целевая подетальная специализация участков и цехов, а технологической составляющей – унифицированная групповая форма организации технологического процесса (ТП).
Основа технологической унификации ТП – классификация деталей и их поверхностей по конструктивно-технологическому признаку на базе общности оборудования, наладки и инструментальной оснастки, например классификация деталей машиностроения (рис. 4).
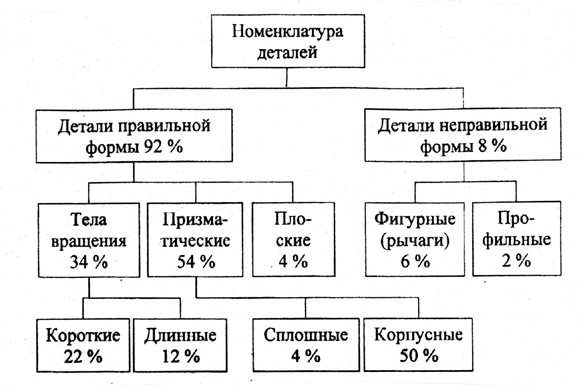
Рис. 4. Классификация деталей машиностроения
Группирование деталей для одновременной обработки на одной ГПС включает три группы условий:
- Геометрические параметры изделий, которые в основном определяют типоразмер включаемых в ГПС станков, при этом подобие формы или идентичность технологических переходов перестают играть решающую роль в составлении деталей, главными критериями становятся габариты и масса;
- Технологические параметры, определяющие возможность полной обработки каждой группы деталей на одном станке в одну – две операции или необходимость их доработки на других станках системы;
- Организационно-экономические характеристики, например обработка группы деталей для одновременного поступления на сборку, или группы деталей, обрабатываемых из одной заготовки. Группированию подлежат не только детали, но и функциональные узлы, стандартные детали и изделия
Опыт показывает, что в новое изделие обычно переходит 30–50 % деталей старых конструкций, 20–40 % модернизированных, 10–20 % создаются вновь.
Модификация и разработка новых деталей с использованием унифицированных поверхностей позволяет сократить их разнообразие и включить их в существующие группы деталей.
Принцип использования типовых и унифицированных поверхностей при проектировании деталей реализуется в САПР К, входящую в интегрированную производственную систему.
Технология обработки новых деталей также разрабатывается с учетом технологии трех обрабатываемых групп деталей, что позволит включить новые детали в эти же группы для обработки и на этих же ГПС.
Понятие гибкости производственной системы является многокритериальным и неоднозначным.
Многообразие задач, решаемых методами гибкой автоматизации, не дает возможности сформулировать единые методы количественной оценки гибкости, позволяющие сравнивать различные системы.
В практике целесообразно оценивать три формы гибкости:
- Структурную – это свобода в выборе последовательности обработки; возможность замены при выходе из строя любой единицы оборудования на аналогичную; возможность наращивания системы на основе модульного принципа;
- Технологическую гибкость – способность производить заданное множество типов деталей различными способами; сравнения можно производить по индексу гибкости
- Организационную гибкость, которая в значительной мере определяет структуру ГПС.
где N – номенклатура деталей, выпускаемых системой за определенный период времени; К – доля деталей, изготавливаемых на системе впервые (процент обновления номенклатуры); п – число одинаковых деталей в партии;
По степени автоматизации ГПС выделяют:
- высокую степень, при которой реализуется автоматическое управление и трехсменный режим работы;
- среднюю степень – непрерывное автоматизированное управление при многостаночном обслуживании (коэффициент многостаночного обслуживания KM > 2);
- малую степень – коэффициент многостаночности KM 2.
Высокий уровень автоматизации ГПС достигается за счет значительного усложнения оборудования при существенном росте его стоимости. В связи с этим проблема обеспечения надежности приобретает особую актуальность.
В качестве показателей оценки надежности ГПС используют
где T – суммарное время пребывания в работоспособном состоянии всех ГПМ в составе ГПС, ч; Tоб – суммарное время технического обслуживания всех ГПМ плюс суммарное неперекрываемое время технического обслуживания вспомогательного оборудования, вызывающего простой одного или нескольких ГПМ в составе ГПС, ч; Tрем – суммарное время планового и непланового ремонта всех ГПМ плюс суммарное неперекрываемое время планового и непланового ремонта вспомогательного оборудования, вызывающего простой одного или нескольких ГПМ.
7. Структура гибкой производственной системы
В настоящее время значительное повышение эффективности в машиностроении, особенно в мелкосерийном и серийном производстве, может быть достигнуто за счет широкого применения ГПС, управляемых с помощью ЭВМ.
ГПС – это совокупность в разных сочетаниях оборудования с ЧПУ, роботизированных технологических комплексов (РТК), ГПМ, отдельных единиц технологического оборудования и систем обеспечения их функционирования (СОФ) в автоматическом режиме в течение заданного интервала времени, обладающая свойством автоматизированной переналадки при производстве изделий произвольной номенклатуры в установленных пределах значений характеристик оборудования.
СОФ ГПС в автоматическом или автоматизированном режиме имеют следующие структурные составные части:
- Автоматизированную транспортно-складскую систему (ATCC) – систему взаимосвязанных автоматизированных транспортных и складских устройств с установкой в спутнике (на паллете) или другой транспортной таре (поддоне, кассете, в магазине) для временного накопления, распределения и доставки предметов производства и технологической оснастки к ГПМ, PTK или другому технологическому оборудованию ГПС. ATCC может выполнять автоматическое хранение, подачу на сборку элементов УСП, а также автоматическую мойку;
- Автоматизированную систему инструментального обеспечения (АСИО) – это взаимосвязанные устройства, оборудование и система управления, включая участки подготовки и настройки инструмента, его транспортировки, накопления, смены и контроля качества, обеспечивающие подготовку, хранение, автоматическую замену инструмента в магазинах, на станках;
- Автоматизированную систему удаления отходов (АСУО) – устройства с системой управления для удаления стружки и других отходов из зоны ГПМ, PTK и другого оборудования, включенного в ГПС;
- Систему автоматизированного контроля (САК) – систему контроля заданных параметров детали или изделия в процессе обработки, включающую контрольно-измерительную машину с ЧПУ, программируемые и моделирующие проверочно-испытательные машины, систему устройств и мер по контролю параметров поступающих заготовок и комплектующих изделий.
Состав и структура ГПС определяются содержанием технологического процесса, который включает:
- параметры заготовок и номенклатуру деталей;
- готовую программу выпуска деталей, определяющую цикл изготовления;
- состав технологического оборудования;
- организацию производства обслуживания оборудования в процессе изготовления, переналадки, смены инструмента, приспособления, схватов, контроля деталей;
- диагностирование, управление оборудованием и ремонтом технических средств.
В настоящее время существуют три основных направления при построении структур автоматизированных участков, линий и цехов:
Источник https://extxe.com/3606/avtomaticheskie-linii-massovaja-obrabotka-avtomaticheski-upravljaemymi-stankami/
Источник https://studopedia.ru/12_148255_obshchaya-postanovka-dvuhindeksnih-zadach.html
Источник https://itexn.com/10353_avtomaticheskie-linii-ponjatija-naznachenie-i-struktury.html


