Всё ли по ГОСТу? Какие стандарты гарантируют качество | Эксперты объясняют от Роскачества
ГОСТ Р 54431-2011
Станки металлообрабатывающие. Общие требования безопасности
Распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО «ЦНТИ Нормоконтроль»
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
Способы доставки
- Срочная курьерская доставка (1-3 дня)
- Курьерская доставка (7 дней)
- Самовывоз из московского офиса
- Почта РФ
Устанавливает общие требования безопасности и распространяется на поступающие в эксплуатацию металлообрабатывающие станки всех видов, в том числе входящие в состав автоматических линий и роботизированных комплексов, а также на применяемые совместно с ними устройства, рассчитанные на подключение к питающей сети переменного тока напряжением до 1000 В между фазами и частотой до 200 Гц и постоянного тока до 1500 В, предназначенные для работы в климатических условиях УХЛ4 по ГОСТ 15150. Специальные требования безопасности в зависимости от особенностей конструкции станка или условий его эксплуатации следует указывать в технической документации на конкретные виды станков.
Оглавление
1 Область применения
2 Нормативные ссылки
3 Термины и определения
4 Основные принципы безопасности
5 Опасности, опасные ситуации, опасные зоны станка и требования безопасности
5.1 Механические опасности
5.2 Опасности, вызванные электрической энергией
5.3 Опасности, вызванные гидравлической и пневматической энергией
5.4 Термические опасности
5.5 Опасности, вызванные шумом и вибрацией
5.6 Опасности, вызванные излучением
5.7 Опасности, вызванные материалами, веществами и их составляющими
5.8 Опасности, вызванные воспламенением или взрывом
5.9 Биологические и микробиологические опасности
5.10 Опасности, вызванные пренебрежением принципами эргономики
5.11 Опасности, вызванные комбинацией рисков
5.12 Опасности, вызванные неожиданными пусками, поворотами и прокручиваниями
5.13 Опасности, вызванные невозможностью остановки оборудования или остановки в желаемом положении
5.14 Опасности, вызванные нарушениями скорости движения инструмента
5.15 Опасности, вызванные нарушениями энергоснабжения
5.16 Опасности, вызванные ошибками в системе управления
5.17 Опасности, вызванные неправильным монтажом
5.18 Опасности, вызванные разрушениями в процессе работы
5.19 Опасности, вызванные падением или выбросом предметов или жидкостей
5.20 Опасности, вызванные потерей устойчивости и/или опрокидыванием оборудования
5.21 Опасности, вызванные скольжением, опрокидыванием или падением людей
6 Общие требования и меры обеспечения безопасности для станков всех типов
6.1 Требования безопасности при проектировании, изготовлении, погрузке, хранении, монтаже и наладке
6.2 Требования безопасности при эксплуатации, техническом обслуживании, ремонте, выведении из эксплуатации и утилизации
6.3 Требования к конструкции станков и их элементов
6.4 Требования к системе управления и командным устройствам
6.5 Требования к электрооборудованию
6.6 Требования к гидрооборудованию и пневмооборудованию
6.7 Требования к маркировке оборудования
6.8 Требования к предупредительным устройствам
6.9 Требования к руководству по эксплуатации
6.10 Оценка рисков от различных опасностей
6.11 Предупреждение действий, вводящих в заблуждение приобретателей станков
7 Дополнительные требования к станкам различных групп
7.1 Станки токарной группы
7.2 Станки сверлильной группы
7.3 Станки расточной группы
7.4 Станки фрезерной группы
7.5 Станки строгальной, долбежной и протяжной групп
7.6 Станки зубообрабатывающей группы
7.7 Станки отрезной группы
7.8 Станки для абразивной, абразивно-электроэрозионной и абразивно-электрохимической обработки
7.9 Агрегатные станки и станки, входящие в автоматические линии
7.10 Станки для электроэрозионной обработки
7.11 Станки для электрохимической обработки
7.12 Станки для ультразвуковой обработки
7.13 Станки для лазерной обработки
7.14 Обрабатывающие центры и гибкие модули
| Дата введения | 01.07.2012 |
|---|---|
| Добавлен в базу | 01.09.2013 |
| Актуализация | 01.01.2021 |
Этот ГОСТ находится в:
- Раздел Экология
- Раздел 25 МАШИНОСТРОЕНИЕ
- Раздел 25.080 Металлорежущие станки
- Раздел 25.080.01 Металлорежущие станки в целом
- Раздел Электроэнергия
- Раздел 25 МАШИНОСТРОЕНИЕ
- Раздел 25.080 Металлорежущие станки
- Раздел 25.080.01 Металлорежущие станки в целом
- Раздел Экология
- Раздел 13 ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ, ЗАЩИТА ЧЕЛОВЕКА ОТ ВОЗДЕЙСТВИЯ ОКРУЖАЮЩЕЙ СРЕДЫ. БЕЗОПАСНОСТЬ
- Раздел 13.110 Безопасность механизмов
- Раздел Электроэнергия
- Раздел 13 ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ, ЗАЩИТА ЧЕЛОВЕКА ОТ ВОЗДЕЙСТВИЯ ОКРУЖАЮЩЕЙ СРЕДЫ. БЕЗОПАСНОСТЬ
- Раздел 13.110 Безопасность механизмов
Организации:
28.09.2011 Утвержден Федеральное агентство по техническому регулированию и метрологии 367-ст Разработан ОАО ЭНИМС Издан Стандартинформ 2012 г. Metal-working machines. General safety and requirements
- ГОСТ 24940-96Здания и сооружения. Методы измерения освещенности
- ГОСТ 15150-69Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
- ГОСТ 6697-83Системы электроснабжения, источники, преобразователи и приемники электрической энергии переменного тока. Номинальные частоты от 0,1 до 10000 Гц и допускаемые отклонения
- ГОСТ 8607-82Светильники для освещения жилых и общественных помещений. Общие технические условия
- ГОСТ 12.0.002-80Система стандартов безопасности труда. Термины и определения. Заменен на ГОСТ 12.0.002-2014.
- ГОСТ 12.1.003-83Система стандартов безопасности труда. Шум. Общие требования безопасности. Заменен на ГОСТ 12.1.003-2014.
- ГОСТ 12.1.005-88Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
- ГОСТ 18322-78Система технического обслуживания и ремонта техники. Термины и определения. Заменен на ГОСТ 18322-2016.
- ГОСТ 12.1.001-89Система стандартов безопасности труда. Ультразвук. Общие требования безопасности
- ГОСТ 14254-96Степени защиты, обеспечиваемые оболочками (код IP). Заменен на ГОСТ 14254-2015.
- ГОСТ 12.2.003-91Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
- ГОСТ Р 51838-2001Безопасность машин. Электрооборудование производственных машин. Методы испытаний. Заменен на ГОСТ Р 51838-2012.
- ГОСТ Р 12.4.026-2001Система стандартов безопасности труда. Цвета сигнальные, знаки безопасности и разметка сигнальная. Назначение и правила применения. Общие технические требования и характеристики. Методы испытаний
- ГОСТ 17677-82Светильники. Общие технические условия
- Федеральный закон 184-ФЗО техническом регулировании
- ГОСТ 12.2.007.10-87Система стандартов безопасности труда. Установки, генераторы и нагреватели индукционные для электротермии, установки и генераторы ультразвуковые. Требования безопасности
- ГОСТ 12.2.062-81Система стандартов безопасности труда. Оборудование производственное. Ограждения защитные
- ГОСТ 12.2.064-81Система стандартов безопасности труда. Органы управления производственным оборудованием. Общие требования безопасности
- ГОСТ 12.2.107-85Система стандартов безопасности труда. Шум. Станки металлорежущие. Допустимые шумовые характеристики
- ГОСТ 12.4.040-78Система стандартов безопасности труда. Органы управления производственным оборудованием. Обозначения
- ГОСТ 21752-76Система «Человек-машина». Маховики управления и штурвалы. Общие эргономические требования
- ГОСТ 21753-76Система «человек-машина». Рычаги управления. Общие эргономические требования
- ГОСТ 22269-76Система «человек-машина». Рабочее место оператора. Взаимное расположение элементов рабочего места. Общие эргономические требования
- ГОСТ 22613-77Система «человек-машина». Выключатели и переключатели поворотные. Общие эргономические требования
- ГОСТ 22614-77Система «человек-машина». Выключатели и переключатели клавишные и кнопочные. Общие эргономические требования
- ГОСТ 26642-85Устройства числового программного управления для металлообрабатывающего оборудования. Внешние связи со станками
- ГОСТ 28288-89Светильники со встроенными трансформаторами для ламп накаливания. Общие технические условия
- ГОСТ 30457-97Акустика. Определение уровней звуковой мощности источников шума на основе интенсивности звука. Измерение в дискретных точках. Технический метод
- ГОСТ 7110-82Светильники ручные. Общие технические условия
- ГОСТ 9146-79Станки. Органы управления. Направление действия
- ГОСТ 9411-91Стекло оптическое цветное. Технические условия
- ГОСТ Р 51101-97Станки металлообрабатывающие и деревообрабатывающие. Методы контроля требований безопасности. Заменен на ГОСТ Р 51101-2012.
- ГОСТ Р 51317.6.3-99Совместимость технических средств электромагнитная. Помехоэмиссия от технических средств, применяемых в жилых, коммерческих зонах и производственных зонах с малым энергопотреблением. Нормы и методы испытаний. Заменен на ГОСТ Р 51317.6.3-2009.
- ГОСТ Р 51317.6.4-99Совместимость технических средств электромагнитная. Помехоэмиссия от технических средств, применяемых в промышленных зонах. Нормы и методы испытаний. Заменен на ГОСТ Р 51317.6.4-2009.
- ГОСТ Р 51334-99Безопасность машин. Безопасные расстояния для предохранения верхних конечностей от попадания в опасную зону
- ГОСТ Р 51335-99Безопасность машин. Минимальные расстояния для предотвращения защемления частей человеческого тела
- ГОСТ Р 51336-99Безопасность машин. Установки аварийного выключения. Функции. Принципы проектирования
- ГОСТ Р 51337-99Безопасность машин. Температуры касаемых поверхностей. Эргономические данные для установления предельных величин горячих поверхностей
- ГОСТ Р 51338-99Безопасность машин. Снижение риска для здоровья от вредных веществ, выделяющихся при эксплуатации машин. Часть 1. Основные положения для изготовителей машин
- ГОСТ Р 51339-99Безопасность машин. Безопасные расстояния для предохранения нижних конечностей от попадания в опасную зону
- ГОСТ Р 51340-99Безопасность машин. Основные характеристики оптических и звуковых сигналов опасности. Технические требования и методы испытаний
- ГОСТ Р 51341-99Безопасность машин. Эргономические требования по конструированию средств отображения информации и органов управления. Часть 2. Средства отображения информации
- ГОСТ Р 51342-99Безопасность машин. Съемные защитные устройства. Общие требования по конструированию и изготовлению неподвижных и перемещаемых съемных защитных устройств
- ГОСТ Р 51343-99Безопасность машин. Предотвращение неожиданного пуска
- ГОСТ Р 51344-99Безопасность машин. Принципы оценки и определения риска
- ГОСТ Р 51345-99Безопасность машин. Блокировочные устройства, связанные с защитными устройствами. Принципы конструирования и выбора
- ГОСТ Р 51401-99Шум машин. Определение уровней звуковой мощности источников шума по звуковому давлению. Технический метод в существенно свободном звуковом поле над звукоотражающей плоскостью. Заменен на ГОСТ Р ИСО 3744-2013.
- ГОСТ Р 51402-99Шум машин. Определение уровней звуковой мощности источников шума по звуковому давлению. Ориентировочный метод с использованием измерительной поверхности над звукоотражающей плоскостью. Заменен на ГОСТ Р ИСО 3746-2013.
- ГОСТ ЕН 1837-2002Безопасность машин. Встроенное освещение машин
- ГОСТ ИСО 8995-2002Принципы зрительной эргономики. Освещение рабочих систем внутри помещений
- ГОСТ 30691-2001Шум машин. Заявление и контроль значений шумовых характеристик
- ГОСТ 30720-2001Шум машин. Определение уровней звукового давления излучения на рабочем месте и в других контрольных точках по уровню звуковой мощности
- ГОСТ 30683-2000Шум машин. Измерение уровней звукового давления излучения на рабочем месте и в других контрольных точках. Метод с коррекциями на акустические условия. Заменен на ГОСТ ISO 11204-2016.
- ГОСТ Р ЕН 414-2002Безопасность оборудования. Правила разработки и оформления стандартов по безопасности
- ГОСТ 30869-2003Безопасность оборудования. Требования безопасности к гидравлическим и пневматическим системам и их компонентам. Пневматика
- ГОСТ ЕН 1070-2003Безопасность оборудования. Термины и определения
- ГОСТ Р ИСО 13849-1-2003Безопасность оборудования. Элементы систем управления, связанные с безопасностью. Часть 1. Общие принципы конструирования
- ГОСТ Р ЕН 614-1-2003Безопасность оборудования. Эргономические принципы конструирования. Часть 1. Термины, определения и общие принципы
- ГОСТ 12.1.012-2004Система стандартов безопасности труда. Вибрационная безопасность. Общие требования
- ГОСТ 31177-2003Безопасность оборудования. Требования безопасности к гидравлическим и пневматическим системам и их компонентам. Гидравлика
- ГОСТ Р 1.0-2004Стандартизация в Российской Федерации. Основные положения. Заменен на ГОСТ Р 1.0-2012.
- ГОСТ ЕН 1760-1-2004Безопасность машин. Защитные устройства, реагирующие на давление. Часть 1. Основные принципы конструирования и испытаний ковриков и полов, реагирующих на давление
- ГОСТ Р ЕН 12840-2006Безопасность металлообрабатывающих станков. Станки токарные с ручным управлением, оснащенные и не оснащенные автоматизированной системой управления
- ГОСТ Р ЕН 12717-2006Безопасность металлообрабатывающих станков. Станки сверлильные
- ГОСТ Р ЕН 13218-2006Безопасность металлообрабатывающих станков. Станки шлифовальные стационарные
- ГОСТ ЕН 1005-2-2005Безопасность машин. Физические возможности человека. Часть 2. Составляющая ручного труда при работе с машинами и механизмами
- ГОСТ ЕН 12626-2006Безопасность металлообрабатывающих станков. Станки для лазерной обработки
- ГОСТ ИСО 13851-2006Безопасность оборудования. Двуручные устройства управления. Функциональные аспекты и принципы конструирования
- ГОСТ ИСО 13855-2006Безопасность оборудования. Расположение защитных устройств с учетом скоростей приближения частей тела человека
- ГОСТ ЕН 12415-2006Безопасность металлообрабатывающих станков. Станки токарные с числовым программным управлением и центры обрабатывающие токарные
- ГОСТ ЕН 12478-2006Безопасность металлообрабатывающих станков. Станки крупные токарные с числовым программным управлением и центры обрабатывающие крупные токарные
- ГОСТ 25557-2006Конусы инструментальные. Основные размеры. Заменен на ГОСТ 25557-2016.
- ГОСТ Р ЕН 13788-2007Безопасность металлообрабатывающих станков. Станки-автоматы токарные многошпиндельные
- ГОСТ ЕН 12417-2006Безопасность металлообрабатывающих станков. Центры обрабатывающие для механической обработки
- ГОСТ ЕН 13128-2006Безопасность металлообрабатывающих станков. Станки фрезерные (включая расточные). Заменен на ГОСТ EN 13128-2016.
- ГОСТ Р ЕН 12957-2007Безопасность металлообрабатывающих станков. Станки электроэрозионные
- ГОСТ Р 51317.6.2-2007Совместимость технических средств электромагнитная. Устойчивость к электромагнитным помехам технических средств, применяемых в промышленных зонах. Требования и методы испытаний
- ГОСТ Р ЕН 1005-1-2008Безопасность машин. Физические возможности человека. Часть 1. Термины и определения
- ГОСТ Р МЭК 60204-1-2007Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования
- ГОСТ Р ИСО 12100-1-2007Безопасность машин. Основные понятия, общие принципы конструирования. Часть 1. Основные термины, методология
- ГОСТ Р ИСО 12100-2-2007Безопасность машин. Основные понятия, общие принципы конструирования. Часть 2. Технические принципы
- ГОСТ Р МЭК 61508-3-2007Функциональная безопасность систем электрических, электронных, программируемых электронных, связанных с безопасностью. Часть 3. Требования к программному обеспечению. Заменен на ГОСТ Р МЭК 61508-3-2012.
- ГОСТ Р МЭК 61508-1-2007Функциональная безопасность систем электрических, электронных, программируемых электронных, связанных с безопасностью. Часть 1. Общие требования. Заменен на ГОСТ Р МЭК 61508-1-2012.
- ГОСТ Р 51321.1-2007Устройства комплектные низковольтные распределения и управления. Часть 1. Устройства, испытанные полностью или частично. Общие технические требования и методы испытаний
- ГОСТ Р ИСО 16156-2008Безопасность металлообрабатывающих станков. Патроны кулачковые
- ГОСТ Р ЕН 547-1-2008Безопасность машин. Размеры тела человека. Часть 1. Принципы определения размеров проемов, обеспечивающих полный доступ человека к машине
- ГОСТ Р ИСО 14122-3-2009Безопасность машин. Средства доступа к машинам стационарные. Часть 3. Лестницы и перила
- ГОСТ Р ЕН 13898-2009Безопасность металлообрабатывающих станков. Станки отрезные для холодной резки металлов
- ГОСТ Р ИСО 14122-4-2009Безопасность машин. Средства доступа к машинам стационарные. Часть 4. Лестницы вертикальные
- ГОСТ Р ЕН 547-3-2009Безопасность машин. Размеры тела человека. Часть 3. Антропометрические данные
- ГОСТ Р ЕН 547-2-2009Безопасность машин. Размеры тела человека. Часть 2. Принципы определения размеров проемов для отдельных частей тела человека
- ГОСТ Р ИСО 14122-1-2009Безопасность машин. Средства доступа к машинам стационарные. Часть 1. Выбор стационарных средств доступа между двумя уровнями
- ГОСТ Р 54350-2011Приборы осветительные. Светотехнические требования и методы испытаний. Заменен на ГОСТ Р 54350-2015.
- ГОСТ Р ИСО 14122-2-2010Безопасность машин. Средства доступа к машинам стационарные. Часть 2. Рабочие площадки и проходы
- Показать все
Чтобы бесплатно скачать этот документ в формате PDF, поддержите наш сайт и нажмите кнопку:
ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИНАЦИОНАЛЬНЫЙ
СТАНДАРТ
РОССИЙСКОЙ
ФЕДЕРАЦИИГОСТ Р
54431-
2011СТАНКИ МЕТАЛЛООБРАБАТЫВАЮЩИЕ
Общие требования безопасности
Стандартинформ
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации — ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом «Экспериментальный научно-исследовательский институт металлорежущих станков» (ОАО «ЭНИМС»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 70 «Станки»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 28 сентября 2011 г. № 367-ст
4 Стандарт разработан с учетом «Законодательных актов Европейского сообщества по машиностроению», Директивы Европарламента и Совета ЕС 2006/42 ЕС (Объединенная директива по машиностроению) для гармонизации отечественных стандартов со стандартами Европейского сообщества
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения. 3
2 Нормативные ссылки. 3
3 Термины и определения. 6
4 Основные принципы безопасности. 6
5 Опасности, опасные ситуации, опасные зоны станка и требования безопасности. 7
5.1 Механические опасности. 7
5.2 Опасности, вызванные электрической энергией. 11
5.3 Опасности, вызванные гидравлической и пневматической энергией. 12
5.4 Термические опасности. 12
5.5 Опасности, вызванные шумом и вибрацией. 13
5.6 Опасности, вызванные излучением.. 14
5.7 Опасности, вызванные материалами, веществами и их составляющими. 15
5.8 Опасности, вызванные воспламенением или взрывом.. 16
5.9 Биологические и микробиологические опасности. 17
5.10 Опасности, вызванные пренебрежением принципами эргономики. 17
5.11 Опасности, вызванные комбинацией рисков. 19
5.12 Опасности, вызванные неожиданными пусками, поворотами и прокручиваниями. 19
5.13 Опасности, вызванные невозможностью остановки оборудования или остановки в желаемом положении. 21
5.14 Опасности, вызванные нарушениями скорости движения инструмента. 21
5.15 Опасности, вызванные нарушениями энергоснабжения. 21
5.16 Опасности, вызванные ошибками в системе управления. 22
5.17 Опасности, вызванные неправильным монтажом.. 22
5.18 Опасности, вызванные разрушениями в процессе работы.. 22
5.19 Опасности, вызванные падением или выбросом предметов или жидкостей. 23
5.20 Опасности, вызванные потерей устойчивости и/или опрокидыванием оборудования. 23
5.21 Опасности, вызванные скольжением, опрокидыванием или падением людей. 23
6 Общие требования и меры обеспечения безопасности для станков всех типов. 24
6.1 Требования безопасности при проектировании, изготовлении, погрузке, хранении, монтаже и наладке. 24
6.2 Требования безопасности при эксплуатации, техническом обслуживании, ремонте, выведении из эксплуатации и утилизации. 25
6.3 Требования к конструкции станков и их элементов. 26
6.4 Требования к системе управления и командным устройствам.. 38
6.5 Требования к электрооборудованию.. 43
6.6 Требования к гидрооборудованию и пневмооборудованию.. 44
6.7 Требования к маркировке оборудования. 44
6.8 Требования к предупредительным устройствам.. 45
6.9 Требования к руководству по эксплуатации. 45
6.10 Оценка рисков от различных опасностей. 47
6.11 Предупреждение действий, вводящих в заблуждение приобретателей станков. 48
7 Дополнительные требования к станкам различных групп. 48
7.1 Станки токарной группы.. 48
7.2 Станки сверлильной группы.. 49
7.3 Станки расточной группы.. 50
7.4 Станки фрезерной группы.. 50
7.5 Станки строгальной, долбежной и протяжной групп. 50
7.6 Станки зубообрабатывающей группы.. 51
7.7 Станки отрезной группы.. 52
7.8 Станки для абразивной, абразивно-электроэрозионной и абразивно-электрохимической обработки. 52
7.9 Агрегатные станки и станки, входящие в автоматические линии. 55
7.10 Станки для электроэрозионной обработки. 56
7.11 Станки для электрохимической обработки. 56
7.12 Станки для ультразвуковой обработки. 57
7.13 Станки для лазерной обработки. 58
7.14 Обрабатывающие центры и гибкие модули. 58
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СТАНКИ МЕТАЛЛООБРАБАТЫВАЮЩИЕ
Общие требования безопасности
Metal-working machines. General safety requirements
Дата введения — 2012-07-01
1 Область применения
Настоящий стандарт устанавливает общие требования безопасности и распространяется на поступающие в эксплуатацию металлообрабатывающие станки всех видов, в том числе входящие в состав автоматических линий и роботизированных комплексов, а также на применяемые совместно с ними устройства, рассчитанные на подключение к питающей сети переменного тока напряжением до 1000 В между фазами и частотой до 200 Гц и постоянного тока до 1500 В, предназначенные для работы в климатических условиях УХЛ4 по ГОСТ 15150.
Специальные требования безопасности в зависимости от особенностей конструкции станка или условий его эксплуатации следует указывать в технической документации на конкретные виды станков.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 12.4.026-2001 Система стандартов безопасности труда. Цвета сигнальные, знаки безопасности и разметка сигнальная. Назначение и правила применения. Общие технические требования и характеристики. Методы испытаний
ГОСТ Р ИСО 12100-1-2007 Безопасность машин. Основные понятия, общие принципы конструирования. Часть 1. Основные термины, методология
ГОСТ Р ИСО 12100-2-2007 Безопасность машин. Основные понятия, общие принципы конструирования. Часть 2. Технические принципы
ГОСТ Р ЕН 12717-2006 Безопасность металлообрабатывающих станков. Станки сверлильные
ГОСТ Р ЕН 12840-2006 Безопасность металлообрабатывающих станков. Станки токарные с ручным управлением, оснащенные и не оснащенные автоматизированной системой управления
ГОСТ Р ЕН 12957-2007 Безопасность металлообрабатывающих станков. Станки электроэрозионные
ГОСТ Р ЕН 13218-2006 Безопасность металлообрабатывающих станков. Станки шлифовальные стационарные
ГОСТ Р ЕН 13788-2007 Безопасность металлообрабатывающих станков. Станки-автоматы токарные многошпиндельные
ГОСТ Р ИСО 13849-1-2003 Безопасность оборудования. Элементы систем управления, связанные с безопасностью. Часть 1. Общие принципы конструирования
ГОСТ Р ЕН 13898-2009 Безопасность металлообрабатывающих станков. Станки отрезные для холодной резки металлов
ГОСТ Р ИСО 14122-1-2009 Безопасность машин. Средства доступа к машинам стационарные. Часть 1. Выбор стационарных средств доступа между двумя уровнями
ГОСТ Р ИСО 14122-2-2010 Безопасность машин. Средства доступа к машинам стационарные. Часть 2. Рабочие площадки и проходы
ГОСТ Р ИСО 14122-3-2009 Безопасность машин. Средства доступа к машинам стационарные. Часть 3.Лестницы и перила
ГОСТ Р ИСО 14122-4-2009 Безопасность машин. Средства доступа к машинам стационарные. Часть 4. Лестницы вертикальные
ГОСТ Р 51101-97 Станки металлообрабатывающие и деревообрабатывающие. Методы контроля требований безопасности
ГОСТ Р 51321.1-2007 (МЭК 60439-1:2004) Устройства комплектные низковольтные распределения и управления. Часть 1. Устройства, испытанные полностью или частично. Общие технические требования и методы испытаний
ГОСТ Р 51334-99 Безопасность машин. Безопасные расстояния для предохранения верхних конечностей от попадания в опасную зону
ГОСТ Р 51335-99 Безопасность машин. Минимальные расстояния для предотвращения защемления частей человеческого тела
ГОСТ Р 51337-99 Безопасность машин. Температуры касаемых поверхностей. Эргономические данные для установления предельных величин горячих поверхностей
ГОСТ Р 51338-99 Безопасность машин. Снижение риска для здоровья от вредных веществ, выделяющихся при эксплуатации машин. Часть 1. Основные положения для изготовителей машин
ГОСТ Р 51339-99 Безопасность машин. Безопасные расстояния для предохранения нижних конечностей от попадания в опасную зону
ГОСТ Р 51342-99 Безопасность машин. Съемные защитные устройства. Общие требования по конструированию и изготовлению неподвижных и перемещаемых съемных защитных устройств
ГОСТ Р 51343-99 Безопасность машин. Предотвращение неожиданного пуска
ГОСТ Р 51344-99 Безопасность машин. Принципы оценки и определения риска
ГОСТ Р 51345-99 Безопасность машин. Блокировочные устройства, связанные с защитными устройствами. Принципы конструирования и выбора
ГОСТ Р 51838-2001 Безопасность машин. Электрооборудование производственных машин. Методы испытаний
ГОСТ Р МЭК 60204-1-2007 Электрооборудование машин и механизмов. Часть 1. Общие требования
ГОСТ Р МЭК 61508-1-2007 Функциональная безопасность систем электрических, электронных, программируемых электронных, связанных с безопасностью. Часть 1. Общие требования
ГОСТ Р МЭК 61508-3-2007 Функциональная безопасность систем электрических, электронных, программируемых электронных, связанных с безопасностью. Часть 3. Требования к программному обеспечению
ГОСТ 12.0.002-80 Система стандартов безопасности труда. Термины и определения
ГОСТ 12.1.001-89 Система стандартов безопасности труда. Ультразвук. Общие требования безопасности
ГОСТ 12.1.003-83 Система стандартов безопасности труда. Шум. Общие требования безопасности
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.012-2004 Система стандартов безопасности труда. Вибрационная безопасность. Общие требования
ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.007.10-87 Система стандартов безопасности труда. Установки, генераторы и нагреватели индукционные для электротермии, установки и генераторы ультразвуковые. Требования безопасности
ГОСТ 12.2.062-81 Система стандартов безопасности труда. Оборудование производственное. Ограждения защитные
ГОСТ 12.2.064-81 Система стандартов безопасности труда. Органы управления производственным оборудованием. Общие требования безопасности
ГОСТ 12.2.107-85 Система стандартов безопасности труда. Шум. Станки металлорежущие. Допустимые шумовые характеристики
ГОСТ 12.4.040-78 Система стандартов безопасности труда. Органы управления производственным оборудованием. Обозначения
ГОСТ ЕН 1070-2003 Безопасность оборудования. Термины и определения
ГОСТ ЕН 1837-2002 Безопасность машин. Встроенное освещение машин
ГОСТ 6697-83 Системы электроснабжения, источники, преобразователи и приемники электрической энергии переменного тока. Номинальные частоты от 0,1 до 10000 Гц и допускаемые отклонения
ГОСТ Р 54350-2011 Приборы осветительные. Светотехнические требования и методы испытаний
ГОСТ ИСО 8995-2002 Принципы зрительной эргономики. Освещение рабочих систем внутри помещений
ГОСТ 9146-79 Станки. Органы управления. Направление действия
ГОСТ 9411-91 Стекло оптическое цветное. Технические условия
ГОСТ ЕН 12415-2006 Безопасность металлообрабатывающих станков. Станки токарные с числовым программным управлением и центры обрабатывающие токарные
ГОСТ ЕН 12417-2006 Безопасность металлообрабатывающих станков. Центры обрабатывающие для механической обработки
ГОСТ ЕН 12478-2006 Безопасность металлообрабатывающих станков. Станки крупные токарные с числовым программным управлением и центры обрабатывающие крупные токарные
ГОСТ ЕН 12626-2006 Безопасность металлообрабатывающих станков. Станки для лазерной обработки
ГОСТ ЕН 13128-2006 Безопасность металлообрабатывающих станков. Станки фрезерные (включая расточные)
ГОСТ ИСО 13851-2006 Безопасность оборудования. Двуручные устройства управления. Функциональные аспекты и принципы конструирования
ГОСТ ИСО 13855-2006 Безопасность оборудования. Расположение защитных устройств с учетом скоростей приближения частей тела человека
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 18322-78 Система технического обслуживания и ремонта техники. Термины и определения
ГОСТ 21752-76 Система «Человек-машина». Маховики управления и штурвалы. Общие эргономические требования
ГОСТ 21753-76 Система «Человек-машина». Рычаги управления. Общие эргономические требования
ГОСТ 22269-76 Система «Человек-машина». Рабочее место оператора. Взаимное расположение элементов рабочего места. Общие эргономические требования
ГОСТ 22613-77 Система «Человек-машина». Выключатели и переключатели поворотные. Общие эргономические требования
ГОСТ 24940-96 Здания и сооружения. Методы измерения освещенности
ГОСТ 26642-85 Устройства числового программного управления для металлообрабатывающего оборудования. Внешние связи со станками
ГОСТ 28288-89 (МЭК 598-2-6-79) Светильники со встроенными трансформаторами для ламп накаливания. Общие технические условия
ГОСТ 30869-2003 (ЕН 983:1996) Безопасность оборудования. Требования безопасности к гидравлическим и пневматическим системам и их компонентам. Пневматика
ГОСТ 31177-2003 (ЕН 982:1996) Безопасность оборудования. Требования безопасности к гидравлическим и пневматическим системам и их компонентам. Гидравлика
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 12.0.002, ГОСТ ЕН 1070, ГОСТ Р ИСО 12100-1, ГОСТ Р ИСО 12100-2, ГОСТ 18322 и ГОСТ Р МЭК 60204-1, а также следующие термины с соответствующими определениями:
3.1 опасность: Ситуация, которая может привести к травмам или нанести вред здоровью пользователя.
3.2 опасная ситуация: Ситуация, которая может вызвать воздействие на пользователя опасных и вредных факторов.
3.3 аварийная ситуация: Ситуация, которая может привести к поломке деталей станка и травмированию пользователя.
3.4 обеспечение безопасности: Методы защиты пользователей с помощью ограждений, защитных и предохранительных устройств и правил безопасной работы.
3.5 эксплуатация станка: Использование станка по назначению, техническое обслуживание и ремонт, транспортирование и хранение.
3.6 правила безопасной работы: Правила, соответствующие техническим условиям эксплуатации оборудования, цель которых исключить или снизить травмирование пользователей при работе оборудования.
4 Основные принципы безопасности
4.1 Конструкция станка должна сводить к минимуму возникновение для персонала опасных ситуаций при эксплуатации, наладке, техническом обслуживании, ремонте и утилизации.
4.2 Конструкцией станка должна быть устранена возможность возникновения несчастных случаев во время предполагаемого срока службы станка, включая его монтаж и демонтаж.
4.3 Изготовитель должен информировать в эксплуатационной документации (ЭД) об опасности неполной эффективности защитных мероприятий и необходимости специального обучения и применения средств индивидуальной защиты.
4.4 Конструкцией станка должна быть устранена возможность возникновения опасных ситуаций для персонала при эксплуатации станка в условиях, отличающихся от рекомендованных в ЭД (например, в случае применения станка не по назначению).
4.5 Станки должны отвечать требованиям безопасности в течение всего срока службы при выполнении персоналом требований, установленных в ЭД.
4.6 Станки, а также все узлы и элементы станков должны быть устойчивы. В процессе эксплуатации преднамеренное опрокидывание, падение или смещение станка и их узлов не допускаются; если вследствие формы станка или технологии монтажа такая устойчивость не может быть обеспечена, предусматривают соответствующие методы установки и средства закрепления станка согласно указаниям в ЭД.
4.7 Конструкция станка (узлов и элементов) должна исключать ошибки соединения и подключения при монтаже узлов и элементов, которые могут стать источником опасности.
4.8 В станках с раздельными приводами главного движения и подачи предусматривают устройство, обеспечивающее отключение привода главного движения не ранее отключения привода подачи.
4.9 Конструкция станка должна обеспечивать безопасность персонала, работающего с инструментом, а также с частями станков, представляющими опасность, даже при незначительном весе этих частей.
4.10 В конструкции станка должны быть рационально использованы принципы эргономики и средств индивидуальной защиты, с тем чтобы утомляемость, психологическая (стресс) и физическая нагрузки персонала были сокращены до минимума.
4.11 Конструкция станка с числовым программным управлением (ЧПУ) должна обеспечивать сокращение до минимума влияний внешних факторов (электромагнитных, электростатических, радиопомех, тепла, света, вибрации и т. д.) на безопасность работы.
4.12 Требования к защите и безопасности работы устройств ЧПУ — по ГОСТ 26642 и ГОСТ РМЭК 61508-1.
4.13 Проектировщик в выборе средств предотвращения опасных ситуаций, связанных с результатами эффективности их действия, придерживается такой последовательности:
— применение встроенных предохранительных устройств, действующих автоматически без вмешательства персонала;
— указание по профилактическим мерам безопасности или применение предохранительных устройств, требующих единственного действия со стороны персонала (затяжка детали крепления шкива, закрывание защитного ограждения);
— предупреждение об опасности при использовании станка (установка на станке табличек с предупреждающими надписями, указаниями по безопасным приемам работы и т. д.).
4.14 Общие требования безопасности к производственному оборудованию — по ГОСТ 12.2.003.
5 Опасности, опасные ситуации, опасные зоны станка и требования безопасности
5.1 Механические опасности
5.1.1 Опасность защемления и раздавливания
— раздавливание под весом станка, приспособлений и деталей при их погрузке, транспортировании, выгрузке и установке;
— придавливание или защемление между движущимися по отношению друг к другу узлами и деталями при эксплуатации станка.
— зона около транспортируемого и устанавливаемого станка и приспособлений;
— зона около движущихся деталей и узлов станка;
— зона около устанавливаемых на станок приспособлений и деталей.
— требования к устройствам для перемещения, установки и закрепления заготовок и инструмента в соответствии с 6.3.10;
— требования безопасности при транспортировании в соответствии с 6.1.14;
— требования к рабочим местам и зонам технического обслуживания в соответствии с 6.3.14;
— требования к маркировке оборудования в соответствии с 6.7;
— требования к предупредительным устройствам в соответствии с 6.8;
— требования к руководству по эксплуатации (РЭ) в соответствии с 6.9.
5.1.2 Опасность ранения (пореза)
— ранение при ручной установке и замене инструмента и деталей;
— ранение при удалении вручную отходов (стружки и кусков материала);
— ранение при удерживании инструмента или детали рукой;
— ранение при попадании конечностей в щели между двигающимися деталями;
— ранение при удалении вручную отходов (стружки и кусков материала);
— ранение при произвольном выбрасывании отходов (стружки и кусков материала) из станка.
— зоны установки детали и инструмента;
— рабочая зона обработки;
— зона около оборудования.
— защита от падения или выбрасывания из станка предметов в соответствии с 6.3.7;
— требования к устройствам для перемещения, установки и закрепления заготовок и инструмента в соответствии с 6.3.10;
— требования к ограждениям и защитным устройствам в соответствии с 6.3.7;
— требования к рабочим местам и зонам технического обслуживания в соответствии с 6.3.14;
— требования к маркировке оборудования в соответствии с 6.7;
— требования к предупредительным устройствам в соответствии с 6.8;
— требования к РЭ в соответствии с 6.9.
5.1.3 Опасность разрезания или разрыва
— разрезание при ручной установке и замене инструмента и деталей;
— разрезание при удалении вручную отходов (стружки и кусков материала);
— разрезание или разрыв при попадании конечностей в щели между двигающимися деталями;
— разрезание при произвольном выбрасывании отходов из оборудования.
— зоны установки детали и инструмента;
— рабочая зона обработки;
— зона около оборудования.
— защита от падения или выбрасывания из станка предметов в соответствии с 6.3.7;
— требования к устройствам для перемещения, установки и закрепления заготовок и инструмента в соответствии с 6.3.10;
— требования к ограждениям и защитным устройствам в соответствии с 6.3.7;
— требования к рабочим местам и зонам технического обслуживания в соответствии с 6.3.14;
— требования к маркировке оборудования в соответствии с 6.7;
— требования к предупредительным устройствам в соответствии с 6.8;
— требования к РЭ в соответствии с 6.9.
5.1.4 Опасность захвата (защемления, запутывания, наматывания) за конечности или одежду
— захват при попадании конечностей или одежды персонала в рабочую зону или в зону около выступающих двигающихся (вращающихся) элементов;
— попадание конечностей персонала между двигающимися и неподвижными деталями;
— попадание конечностей персонала в соединительные шланги, кабели и провода.
— рабочая зона обработки;
— зона около элементов приводов;
— зона установки детали и инструмента;
— зона около оборудования.
— требования к качеству и расположению наружных поверхностей в соответствии с 6.3.4;
— требования к ограждениям и защитным устройствам в соответствии с 6.3.7;
— требования к маркировке оборудования в соответствии с 6.7;
— требования к предупредительным устройствам в соответствии с 6.8;
— требования к РЭ в соответствии с 6.9.
5.1.5 Опасность затягивания (попадания) в ловушку
— затягивание при неожиданном включении быстрых перемещений узлов оборудования во время ведения наладочных работ;
— затягивание при наличии открытых для проникновения зон, в которых находятся механизмы силовой передачи;
— затягивание при произвольной (ошибочной) блокировке ограждений рабочей зоны во время ведения внутри нее наладочных работ с последующим переходом к режиму обработки изделий.
— рабочая зона обработки;
— зоны с механизмами силовой передачи.
— конструкция, изготовление и/или оснащение станков должны исключать опасность для персонала оказаться в замкнутом пространстве (ловушке). Если это неизбежно, станок внутри замкнутого пространства должен быть оборудован средствами, предотвращающими его пуск, и сигнальными устройствами для вызова помощи в соответствии с 6.8;
— расстояние между движущимися элементами станка (или подвижными и неподвижными) для предупреждения защемления персонала в соответствии с ГОСТ Р 51334, ГОСТ Р 51335 и ГОСТ Р 51339 должно быть не менее: 500 мм — для корпуса персонала; 300 мм-для головы; 180 мм -для ноги; 120 мм — для стопы; 120 мм -для руки; 100 мм — для кисти руки; 25 мм — для пальцев руки;
— требования к маркировке оборудования в соответствии с 6.7;
— требования к РЭ в соответствии с 6.9.
5.1.6 Опасность удара
— удар поступательно двигающимся узлом при быстрых перемещениях;
— удар выступающей частью (деталью) вращающегося шпинделя;
— удар при выбрасывании деталей и кусков материала из рабочей зоны обработки.
— рабочая зона обработки;
— зона около оборудования.
— требования к защите от падения или выбрасывания из станков предметов в соответствии с 6.3.7;
— требования к качеству и расположению наружных поверхностей в соответствии с 6.3.4;
— требования к защите при изменении частоты вращения заготовки или инструмента в соответствии с 6.3.6;
— требования к ограждениям и защитным устройствам в соответствии с 6.3.7;
— требования к маркировке оборудования в соответствии с 6.7;
— требования к предупредительным устройствам в соответствии с 6.8;
— требования к РЭ в соответствии с 6.9.
5.1.7 Опасность укола или протыкания
— укол или протыкание при установке и рабочих перемещениях деталей и инструмента с удлиненными заостренными формами поверхностей;
— протыкание при неожиданных перемещениях узлов и деталей с удлиненными формами поверхностей.
— зоны установки детали и обрабатывающего инструмента;
— рабочая зона обработки.
— требования к качеству и расположению наружных поверхностей в соответствии с 6.3.4;
— требования к ограждениям и защитным устройствам в соответствии с 6.3.7;
— требования к маркировке оборудования в соответствии с 6.7;
— требования к предупредительным устройствам в соответствии с 6.8;
— требования к РЭ в соответствии с 6.9.
5.1.8 Опасности, обусловленные трением или абразивным воздействием
— повреждения кожных покровов человека при касании рукой открытых поверхностей быстровращающегося или быстродвижущегося органа управления, инструмента или детали.
— рабочая зона обработки;
— зона около оборудования.
— требования к качеству и расположению наружных поверхностей в соответствии с 6.3.4;
— требования к ограждениям и защитным устройствам в соответствии с 6.3.7;
— требования к маркировке оборудования в соответствии с 6.7;
— требования к предупредительным устройствам в соответствии с 6.8;
— требования к РЭ в соответствии с 6.9.
5.1.9 Опасности, обусловленные выбросом жидкости
— термический и/или химический ожог человека при подаче смазочно-охлаждающей жидкости (СОЖ) в незакрытую рабочую зону;
— удар струи и/или термический и/или химический ожог человека при разрыве трубопроводов и поломке арматуры в системах подачи рабочих жидкостей.
— рабочая зона обработки;
— зона около оборудования.
— требования к ограждениям и защитным устройствам в соответствии с 6.3.7;
— требования к предохранительным устройствам в соответствии с 6.3.8;
— требования к рабочим местам и зонам технического обслуживания в соответствии с 6.3.14;
— требования к гидрооборудованию и пневмооборудованию в соответствии с 6.6;
— требования к маркировке оборудования в соответствии с 6.7;
— требования к предупредительным устройствам в соответствии с 6.8;
— требования к РЭ в соответствии с 6.9.
5.2 Опасности, вызванные электрической энергией
5.2.1 Опасности от прямого прикосновения к токоведущим частям
— удар током персонала при прикосновении к неизолированным токоведущим частям, находящимся под напряжением, в процессе проведения ремонтных и наладочных работ или при случайном несанкционированном попадании персонала в зону свободного доступа к неизолированным токоведущим частям.
— зоны внутри оболочек (шкафов, специальных ниш), содержащих электрооборудование;
— зоны около открыто расположенных элементов электрооборудования, к которым имеет доступ персонал в процессе обработки.
— требования к системе управления и командным устройствам в соответствии с 6.4;
— требования к электрооборудованию в соответствии с 6.5;
— требования к маркировке оборудования в соответствии с 6.7;
— требования к предупредительным устройствам в соответствии с 6.8;
— требования к РЭ в соответствии с 6.9.
5.2.2 Опасности от косвенного прикосновения
— удар током персонала от прикосновения к токопроводящим неизолированным частями, которые находятся под напряжением из-за их контакта с токоведущими частями, имеющими дефект изоляции, в процессе проведения ремонтных и наладочных работ или при случайном несанкционированном попадании персонала в зону свободного доступа к неизолированным токоведущим частям.
— зоны внутри оболочек (шкафов, специальных ниш), содержащих электрооборудование;
— зоны около открыто расположенных элементов электрооборудования, к которым имеет доступ персонал в процессе обработки;
— зоны около поверхностей металлических элементов станков.
— требования к системе управления и командным устройствам в соответствии с 6.4;
— требования к электрооборудованию в соответствии с 6.5;
— требования к маркировке оборудования в соответствии с 6.7;
— требования к предупредительным устройствам в соответствии с 6.8;
— требования к РЭ в соответствии с 6.9.
5.2.3 Опасности контакта с частями станка, на которых накапливаются заряды статического электричества
— касание поверхностей и рабочих сред, на которых в процессе работы станка накапливаются заряды статического электричества.
— поверхности деталей, обработанные с использованием трения (абразивная обработка с минимальным съемом металла);
— рабочие токонепроводящие жидкости.
— требования к системе управления и командным устройствам в соответствии с 6.4;
— требования к электрооборудованию в соответствии с 6.5;
— требования к маркировке оборудования в соответствии с 6.7;
— требования к предупредительным устройствам в соответствии с 6.8;
— требования к РЭ в соответствии с 6.9.
5.3 Опасности, вызванные гидравлической и пневматической энергией
— разрушение корпусов гидроприводов и пневмоприводов при резких чрезмерных скачках давления в них рабочей среды;
— разрушение соединительных магистралей и их креплений при резких чрезмерных скачках давления в них рабочей среды.
— рабочие зоны обработки;
— зоны вблизи гидрооборудования.
— требования к защите от разрушения в процессе эксплуатации в соответствии с 6.3.2 и 6.3.8;
— требования к гидрооборудованию и пневмооборудованию в соответствии с 6.6;
— требования к маркировке оборудования в соответствии с 6.7;
— требования к предупредительным устройствам в соответствии с 6.8;
— требования к РЭ в соответствии с 6.9.
5.4 Термические опасности
5.4.1 Опасности ожога и ошпаривания
— ожог кожных поверхностей человека при соприкосновении с нагретыми поверхностями узлов, с обработанными на станках деталями и отходами (стружкой);
— ошпаривание нагретыми жидкостями.
— рабочие зоны обработки;
— нагретые поверхности узлов электрооборудования и гидрооборудования;
— соединительные магистрали передачи жидкостей, нагретых до высокой температуры.
— при эксплуатации станков должны быть предупреждены возможные опасности для персонала, вызванные прикосновением или нахождением в непосредственной близости от частей станка с температурой более 42 °С или от тепла, выделяемого в окружающую среду в процессе обработки деталей, а также от температуры среды, в которой обрабатываются детали (нагретый или расплавленный электролит и т. п.);
-для станков, установленных в помещениях, температура наружных поверхностей станков или ограждающих их устройств, нагревающихся в процессе эксплуатации, не должна превышать 42 °С в соответствии с требованиями ГОСТ Р 51337;
— станки, в конструкции которых могут применяться элементы, нагревающиеся более 42 °С и доступные для прикосновения, должны иметь предупреждающий об опасности знак (ГОСТ Р 12.4.026) — желтый треугольник с черной каймой и черным восклицательным знаком и надпись «Осторожно! Возможен ожог»;
— требования к рабочим местам и зонам технического обслуживания в соответствии с 6.3;
— требования к гидрооборудованию и пневмооборудованию в соответствии с 6.6;
— требования к электрооборудованию в соответствии с 6.5;
— требования к маркировке оборудования в соответствии с 6.7;
— требования к предупредительным устройствам в соответствии с 6.8;
— требования к РЭ в соответствии с 6.9.
5.4.2 Опасность от влияния температуры окружающей среды
— нанесение вреда здоровью оператора из-за периодической смены «тепло/холод» окружающей среды на рабочем месте.
— зоны около узлов оборудования, в которых происходит существенное выделение тепловой энергии, и зоны с низкой температурой окружающей среды.
— требования к маркировке оборудования в соответствии с 6.7;
— требования к предупредительным устройствам в соответствии с 6.8;
— требования к РЭ в соответствии с 6.9.
5.5 Опасности, вызванные шумом и вибрацией
— потеря слуха и другие физиологические расстройства вследствие повышенной звуковой эмиссии в процессе работы оборудования;
— ухудшение восприятия речи и звуковых сигналов, оповещающих о других видах опасностей;
— появление неврологических или сосудистых расстройств персонала при работе с механизированным ручным оборудованием.
— зона около оборудования;
— зона контакта оператора с ручным оборудованием.
— требования к РЭ в соответствии с 6.9;
— конструкцией станков опасности, вызванные эмиссией шума, должны быть снижены до предельно низкого уровня с привлечением достижений технического прогресса и имеющихся средств для снижения шума, прежде всего у его источника;
— шумовые характеристики станков должны быть предусмотрены в ЭД на станки и не превышать значений, установленных ГОСТ 12.1.003 и ГОСТ 12.2.107 и действующими санитарными нормами;
— методы измерения шумовых характеристик станка — по ГОСТ 12.2.107;
— вибрационные характеристики (параметры, точки установления, допустимые значения, типовые режимы работы при испытаниях) должны быть предусмотрены в ЭД на станки (контроль — по ГОСТ 12.1.012);
— если при приемочных испытаниях уровни вибрации на рабочем месте при типовых режимах резания не превышают значений виброскорости (или виброускорения), указанных в таблице 1, требования о проверке по этому показателю в технические условия на станки не включаются.
Средняя геометрическая частота
октавных полос, ГцСреднеквадратическое значение
виброскорости, м/с ´ 10 -2Среднеквадратическое значение
виброускорения, м/с 2Если при приемочных испытаниях уровни вибрации на рабочем месте превышают значения, указанные в таблице 1, то в технических условиях на эти станки указывают допустимые значения вибрационных характеристик в соответствии с требованиями ГОСТ 12.1.012.
Методы определения уровня вибрации — по ГОСТ 12.1.012.
Точки установления и контроля вибрационных характеристик выбирают в местах контакта персонала с вибрирующей поверхностью.
Уровни вибрации на рабочих местах при установке станков определяют также, как и при установке станков для испытаний на нормы точности.
При испытаниях опытных образцов станков также проверяют и вибрационные нагрузки на персонал.
Если при испытаниях вибрационная нагрузка на персонал не превышает 1 /2 значений санитарных норм локальной вибрации по ГОСТ 12.1.012, вибрационные характеристики и требования по их проверке могут не включаться в техническую документацию (ТД) на станки серийного производства. При невыполнении этого условия в ТД указывают требования к выборочному контролю установленных вибрационных характеристик в соответствии с требованиями ГОСТ 12.1.012.
Методы измерения локальной вибрации — по ГОСТ 12.1.012.
5.6 Опасности, вызванные излучением
5.6.1 Опасности, вызванные электромагнитным излучением
— сбои в работе электронных технических систем, обеспечивающих жизнедеятельность человека, в результате воздействия высокочастотных излучаемых электромагнитных помех, включая индустриальные радиопомехи;
— сбои в работе электронных технических систем управления от высокочастотных излучаемых электромагнитных помех и от низкочастотных кондуктивных помех по сети электропитания.
— зона около данного оборудования, в которой излучение оказывает существенное воздействие;
— участки сети электропитания, в которых существенно влияние кондуктивных помех от данного оборудования.
— требования к маркировке оборудования в соответствии с 6.7;
— требования к предупредительным устройствам в соответствии с 6.8;
— требования к РЭ в соответствии с 6.9;
— конструкция станков должна ограничивать опасность, вызванную влиянием собственного электромагнитного излучения или излучения, полученного от другого оборудования, необходимого для функционирования; влияние электромагнитного излучения на подвергающийся опасности персонал должно быть полностью исключено или ограничиваться безопасным уровнем;
— для снижения уровня электромагнитных излучений на рабочем месте все генерирующие устройства станков должны быть тщательно экранированы;
— ограждения должны быть сплошными; в местах соединений и разъемов должен быть электрический контакт;
— при наличии неэкранированных частей оборудования максимальный уровень электромагнитного излучения не должен превышать опасного для персонала значения согласно действующим санитарным нормам;
— конструкцией станков опасности, вызванные влиянием внешнего излучения на работу станков, должны быть устранены или ограничены необходимым для их функционирования значением, не подвергающим опасности персонал.
5.6.2 Опасности, вызванные действием источников инфракрасного, видимого и ультрафиолетового излучения
— попадание луча от источника излучения в глаз человека при наладке и эксплуатации станка.
— зона около источника излучения;
— зона вдоль луча от источника излучения.
— требования к маркировке оборудования в соответствии с 6.7;
— требования к предупредительным устройствам в соответствии с 6.8;
— требования к РЭ в соответствии с 6.9;
— конструкцией станков опасность от эмиссии излучения, вызванной станками, должна быть ограничена необходимой для его функционирования величиной, а влияние излучения на персонал полностью исключено или ограничено безопасным уровнем;
— глаза персонала защищают от видимого и ультрафиолетового излучения непрозрачными или светопоглощающими экранами или очками со светофильтрами;
— ограждение ионных преобразователей всех типов должно быть сплошным или сетчатым с ячейками размерами не более 20 ´ 20 мм и высотой не менее 1,7 м; металлическое ограждение должно быть заземлено.
5.6.3 Опасности, вызванные лазерным излучением Опасные ситуации:
— попадание луча от источника лазерного излучения незначительной мощности от измерительной системы в глаза человека при наладке и эксплуатации станка;
— попадание лазерного облучения значительной мощности от системы лазерной обработки на любые органы человека.
— зона действия лазерной системы;
— рабочая зона обработки.
— требования к маркировке оборудования в соответствии с 6.7;
— требования к предупредительным устройствам в соответствии с 6.8;
— требования к РЭ в соответствии с 6.9;
— требования исключать любое случайное излучение;
— требования обладать защитой от эффективного излучения, излучения от отражения или рассеяния и вторичного излучения;
— требования исключать возможность попадания персонала в зону действия луча во время функционирования лазерной аппаратуры путем применения защитных ограждений с блокировками, вынесения объектов обработки в отдельное помещение и других мер, специально разрабатываемых в каждом частном случае;
— требования обладать надежной защитой от образующихся при обработке пара, газов и брызг расплавленного материала;
— требования обеспечивать непосредственное визуальное наблюдение за лучом при обработке производят с применением специальных оптических устройств или защитных очков (например, с сине-зелеными поглощающими светофильтрами толщиной 3 мм из стекла по ГОСТ 9411).
5.7 Опасности, вызванные материалами, веществами и их составляющими
— поражение кожных покровов и дыхательных путей от выделяемых при обработке паров вредных жидкостей, газов, пыли, тумана и дыма;
— поражение кожных покровов от попадания вредных жидкостей (например, СОЖ). Опасные зоны:
— рабочая зона обработки;
— зона около оборудования.
— требования к маркировке оборудования в соответствии с 6.7;
— требования к предупредительным устройствам в соответствии с 6.8;
— требования к РЭ в соответствии с 6.9;
— конструкцией, изготовлением и/или оснащением станков должны устраняться опасности, вызванные мелкой стружкой, газами, жидкостями, пылью (например, абразивной или графитовой), парами или аэрозолями и т. п., выделяемыми при технологическом процессе продуктами в соответствии с ГОСТ Р 51338;
— при опасности превышения концентрации и предельно допустимых норм вредных веществ в рабочей зоне по ГОСТ 12.1.005 станки должны оснащаться средствами для улавливания и/или отсасывания вредных веществ;
— защитные устройства, являющиеся частью станков, не должны препятствовать отводу образующихся в зоне обработки отходов; при необходимости к защитным устройствам зоны обработки присоединяют воздухоотвод отсасывающей системы;
— если рабочая зона станка не оборудована защитой от вредных веществ, выделяемых при обработке материалов, следует применять средства индивидуальной защиты;
— отбрасывание на персонал пыли, стружки и других отходов отработанным воздухом пневмоприводов и других устройств не допускается;
— струи воздуха от электродвигателей станков или пневмопривода не должны быть направлены в рабочую зону (пространство высотой до 2 м над уровнем пола или от площадки, с которой производится управление);
— применяемые со станками отсасывающие устройства должны обеспечивать очистку воздуха по ГОСТ 12.1.005 и удобное удаление из них задержанной пыли, стружки, конденсата аэрозолей и других отходов;
— если очистка до необходимой концентрации загрязненного (продуктами расплавления пластмасс на основе эпоксидных и фенолоформальдегидных и т. п. смол) воздуха не может быть произведена фильтрами отсасывающих устройств, применяемых в станках, то на выходе воздуха из отсасывающего устройства должно быть предусмотрено фланцевое соединение для подключения устройства к воздуховоду специальной вентиляционной системы или воздуховоду, отводящему загрязненный воздух за пределы помещения;
— автоматы и полуавтоматы, при работе которых в течение смены образуется более 30 кг стружки, следует снабжать автоматически действующими транспортерами для удаления стружки из станка.
5.8 Опасности, вызванные воспламенением или взрывом
— тепловые и химические поражения органов человека при пожаре и/или взрыве, возникающие в случаях обработки пожароопасных и взрывоопасных материалов, образования пожароопасных и взрывоопасных отходов, использования пожароопасных и взрывоопасных вспомогательных материалов.
— рабочая зона обработки;
— зона около оборудования.
— требования к маркировке оборудования в соответствии с 6.7;
— требования к предупредительным устройствам в соответствии с 6.8;
— требования к РЭ в соответствии с 6.9;
— конструкция станка должна исключать опасность от пожара или взрыва как самих станков (в результате накапливания зарядов статического электричества, перегрева или короткого замыкания), так и газов, жидкостей, стружки, пыли, паров и других веществ, применяемых или выделяемых в окружающую среду в процессе обработки, а также от других факторов, возникающих при эксплуатации станков;
— требования пожарной безопасности при эксплуатации станка должны соответствовать нормативной и технической документации на станок.
5.9 Биологические и микробиологические опасности
— поражение кожных покровов, дыхательных путей и других органов человека от выделяемых при обработке вредных вирусных и бактериологических веществ, а также от биологически опасных отложений на наружных и внутренних поверхностях (например, в баках с СОЖ).
— рабочая зона обработки;
— зона с наличием СОЖ;
— зона около оборудования.
— требования к материалам в соответствии с 6.3.13;
— требования к гидрооборудованию и пневмооборудованию в соответствии с 6.6;
— требования к маркировке оборудования в соответствии с 6.7;
— требования к РЭ в соответствии с 6.9.
5.10 Опасности, вызванные пренебрежением принципами эргономики
5.10.1 Опасности от вредных для здоровья поз, связанных с чрезмерным напряжением тела
— возникновение профессиональных заболеваний при перенапряжении костно-мышечного аппарата человека из-за чрезмерного или повторяемого напряжения тела.
— органы ручного управления;
— рабочая зона обработки при ручной загрузке деталей, инструмента и приспособлений.
— требования к рабочим местам и зонам технического обслуживания в соответствии с 6.3.14;
— требования к средствам и органам управления в соответствии с 6.4;
— требования к маркировке оборудования в соответствии с 6.7;
— требования к РЭ в соответствии с 6.9.
5.10.2 Опасности из-за несоответствия конструкции станка анатомическим возможностям рук и ног человека
— возникновение перенапряжения костно-мышечного аппарата человека из-за чрезмерного напряжения тела;
— появление ошибок в действиях персонала из-за трудностей в работе с оборудованием.
— зона размещения органов ручного управления;
— рабочая зона обработки при ручной загрузке деталей, инструмента и приспособлений.
— требования к рабочим местам и зонам технического обслуживания в соответствии с 6.3.14;
— требования к средствам и органам управления в соответствии с 6.4;
— требования к маркировке оборудования в соответствии с 6.7;
— требования к РЭ в соответствии с 6.9.
5.10.3 Опасности от скованности, вызванной применением средств индивидуальной защиты
— появление неудобства в результате применения средств индивидуальной защиты (защиты рук, глаз и других частей тела человека) и, как следствие, увеличение риска совершения ошибок в работе с оборудованием.
— зона размещения органов управления.
— требования к рабочим местам и зонам технического обслуживания в соответствии с 6.3.14;
— требования к средствам и органам управления в соответствии с 6.4;
— требования к маркировке оборудования в соответствии с 6.7;
— требования к РЭ в соответствии с 6.9.
5.10.4 Опасности от неадекватного местного освещения
— вследствие недостаточного местного освещения возможно неадекватное восприятие информации о ситуации в рабочей зоне обработки и информации, считываемой с указателей и индикаторов и, как следствие, увеличение риска совершения ошибок в работе с оборудованием.
— рабочая зона обработки;
— зона около оборудования.
— требования к оснащению станков светильниками;
— требования к маркировке оборудования в соответствии с 6.7;
— требования к РЭ в соответствии с 6.9.
5.10.5 Опасности из-за ошибок в поведении людей
— возможность совершения ошибок при монтаже и разборке отдельных частей оборудования в процессе его эксплуатации при отсутствии необходимой однозначной информации.
— рабочая зона обработки;
— зона около оборудования.
— требования к рабочим местам и зонам технического обслуживания в соответствии с 6.3.14;
— требования к оснащению станков светильниками;
— требования к маркировке оборудования в соответствии с 6.7;
— требования к РЭ в соответствии с 6.9.
5.10.6 Опасности из-за неадекватной конструкции, расположения или опознания органов управления
— увеличение риска совершения ошибок в работе с оборудованием и, как следствие, увеличение рисков по всем остальным видам опасностей.
— рабочая зона обработки;
— зона около оборудования.
— требования к средствам и органам управления в соответствии с 6.4;
— требования к маркировке оборудования в соответствии с 6.7;
— требования к РЭ в соответствии с 6.9.
5.10.7 Опасности из-за неадекватной конструкции или расположения средств отображения информации
— увеличение риска совершения ошибок в работе с оборудованием и, как следствие, увеличение рисков по всем остальным видам опасностей.
— рабочая зона обработки;
— зона около оборудования.
— требования к средствам и органам управления в соответствии с 6.4;
— требования к программному и информационному обеспечению в соответствии с 6.4;
— требования к маркировке оборудования в соответствии с 6.7;
— требования к РЭ в соответствии с 6.9.
5.11 Опасности, вызванные комбинацией рисков
— увеличение рисков по всем видам опасностей из-за того, что отдельные опасности, оцененные как мелкие, могут в комбинации наступать друг за другом (или одновременно) и привести к большей опасности.
— рабочая зона обработки;
— зона около оборудования.
— требования к маркировке оборудования в соответствии с 6.7;
— требования к предупредительным устройствам в соответствии с 6.8;
— требования к РЭ в соответствии с 6.9;
— требования к оценке рисков от различных опасностей в соответствии с 6.10;
— требования к предупреждению действий, вводящих в заблуждение приобретателей станков, в соответствии с 6.11.
5.12 Опасности, вызванные неожиданными пусками, поворотами и прокручиваниями
5.12.1 Опасности из-за неполадок или повреждения системы управления
— отсутствие индикации и соответствующих блокировок, запрещающих дальнейшую работу оборудования, может привести к увеличению риска совершения ошибок в работе с оборудованием и, как следствие, к увеличению рисков по всем видам опасностей при неполадках или повреждениях системы.
— рабочая зона обработки;
— зона около оборудования.
— требования к ограждениям и защитным устройствам в соответствии с 6.3.7;
— требования к системе управления и командным устройствам в соответствии с ГОСТ Р 51343 с учетом 6.4;
— требования к предупредительным устройствам в соответствии с 6.8;
— требования к РЭ в соответствии с 6.9.
5.12.2 Опасности из-за возобновления энергоснабжения после его прерывания
— неожиданное возобновление энергоснабжения после его прерывания и последующие движения узлов и деталей в оборудовании может вызвать все виды механических и электрических опасностей.
— рабочая зона обработки;
— зона около оборудования;
— зоны внутри оболочек, содержащих электрооборудование;
— зоны около открыто расположенных элементов электрооборудования, к которым имеет доступ персонал.
— требования к ограждениям и защитным устройствам в соответствии с 6.3.7;
— требования к системе управления и командным устройствам в соответствии с 6.4;
— требования к электрооборудованию в соответствии с 6.5;
— требования к гидрооборудованию и пневмооборудованию в соответствии с 6.6;
— требования к предупредительным устройствам в соответствии с 6.8;
— требования к РЭ в соответствии с 6.9.
5.12.3 Опасности из-за внешнего воздействия на электрооборудование
— возможно возникновение всех видов электрических и механических опасностей вследствие статического электричества, магнитных, электрических и электромагнитных полей.
— рабочая зона обработки;
— зона около оборудования;
— зоны внутри оболочек, содержащих электрооборудование;
— зоны около открыто расположенных элементов электрооборудования, к которым имеет доступ персонал в процессе обработки.
— требования к ограждениям и защитным устройствам в соответствии с 6.3.7;
— требования к системе управления и командным устройствам в соответствии с 6.4;
— требования к электрооборудованию в соответствии с 6.5;
— требования к гидрооборудованию и пневмооборудованию в соответствии с 6.6;
— требования к предупредительным устройствам в соответствии с 6.8;
— требования к РЭ в соответствии с 6.9;
— требования по использованию надежных элементов или по дублированию критических элементов, которые должны противостоять всем нарушениям и нагрузкам при нормальных условиях эксплуатации оборудования в течение нормального срока его службы без сбоев, приводящих к опасности из-за неправильного функционирования оборудования.
5.12.4 Опасность из-за неполадок и ошибок программно-математического обеспечения
— возможно возникновение всех видов механических опасностей, связанных с неожиданным возобновлением движений узлов и деталей в оборудовании, если оборудование не обеспечено программами с четким обозначением режимов работы и выводом на экран причин незапланированных остановок и если не предусмотрена защита доступа к программируемым функциям в целях их изменения (например, для корректировки смещения инструмента).
— рабочая зона обработки;
— зона около оборудования.
— требования к ограждениям и защитным устройствам в соответствии с 6.3.7;
— требования к программному и информационному обеспечению в соответствии с 6.4;
— требования к РЭ в соответствии с 6.9.
5.13 Опасности, вызванные невозможностью остановки оборудования или остановки в желаемом положении
— возникновение всех видов механических и термических опасностей из-за невозможности остановки оборудования или остановки в желаемом положении.
— рабочая зона обработки;
— зона около оборудования.
— требования к ограждениям и защитным устройствам в соответствии с 6.3.7;
— требования к системе управления и командным устройствам в соответствии с 6.4;
— требования к электрооборудованию в соответствии с 6.5;
— требования к гидрооборудованию и пневмооборудованию в соответствии с 6.6;
— требования к предупредительным устройствам в соответствии с 6.8;
— требования к РЭ в соответствии с 6.9.
5.14 Опасности, вызванные нарушениями скорости движения инструмента
— возникновение всех механических опасностей из-за нарушения скорости движения инструмента и произвольного выбрасывания частей оборудования и инструмента, а также отходов (стружки и кусков материала) из рабочей зоны обработки.
— рабочая зона обработки;
— зона около оборудования.
— требования к ограждениям и защитным устройствам в соответствии с 6.3.7;
— требования к системе управления и командным устройствам в соответствии с 6.4;
— требования к электрооборудованию в соответствии с 6.5;
— требования к гидрооборудованию и пневмооборудованию в соответствии с 6.6;
— требования к предупредительным устройствам в соответствии с 6.8;
— требования к РЭ в соответствии с 6.9.
5.15 Опасности, вызванные нарушениями энергоснабжения
— неожиданное включение оборудования и появление всех видов опасностей;
— невыполнение ручной команды на остановку оборудования;
— невыполнение автоматической (предусмотренной программой) остановки оборудования;
— падение или выталкивание движущихся частей оборудования или обрабатываемых деталей;
— механические опасности из-за невозможности остановки оборудования в заданном положении и нарушения скорости движения узлов и деталей оборудования;
— электрические опасности, вызванные разрушением электрооборудования.
— рабочая зона обработки;
— зона около оборудования.
— требования к ограждениям и защитным устройствам в соответствии с 6.3.7;
— требования к системе управления и командным устройствам в соответствии с 6.4;
— требования к электрооборудованию в соответствии с 6.5;
— требования к гидрооборудованию и пневмооборудованию в соответствии с 6.6;
— требования к предупредительным устройствам в соответствии с 6.8;
— требования к РЭ в соответствии с 6.9.
5.16 Опасности, вызванные ошибками в системе управления
— неожиданное включение оборудования;
— невыполнение ручной команды на остановку оборудования;
— невыполнение автоматической (предусмотренной программой) остановки оборудования;
— падение или выталкивание движущихся частей оборудования или обрабатываемых деталей.
— рабочая зона обработки;
— зона около оборудования.
— требования к ограждениям и защитным устройствам в соответствии с 6.3.7;
— требования к системе управления и командным устройствам в соответствии с 6.4;
— требования к электрооборудованию в соответствии с 6.5;
— требования к гидрооборудованию и пневмооборудованию в соответствии с 6.6;
— требования к предупредительным устройствам в соответствии с 6.8;
— требования к РЭ в соответствии с 6.9.
5.17 Опасности, вызванные неправильным монтажом
— ошибки монтажа могут вызвать появление нарушений режимов работы оборудования, кинематики движения узлов, деталей и инструмента, невыполнение функций безопасности.
— рабочая зона обработки;
— зона около оборудования.
— требования к маркировке оборудования в соответствии с 6.7 (для исключения ошибок при монтаже применяют знаки или надписи на проводах, трубопроводе, узлах, элементах или корпусе станка);
— требования к предупредительным устройствам в соответствии с 6.8;
— требования к РЭ в соответствии с 6.9 (при необходимости в РЭ должна содержаться дополнительная информация по предотвращению опасностей при монтаже).
5.18 Опасности, вызванные разрушениями в процессе работы
— разрушения оборудования в процессе работы (разрушение ограждений, поломка инструмента, заклинивание органов управления, поломка упругих нагруженных элементов, разрыв трубопроводов с рабочими жидкостями и т. д.) могут вызвать все виды опасностей.
— рабочая зона обработки;
— зона около оборудования.
— требования к защите от разрушения в процессе эксплуатации в соответствии с 6.3.2 и 6.3.8;
— требования к ограждениям и защитным устройствам в соответствии с 6.3.7;
— требования к предупредительным устройствам в соответствии с 6.8;
— требования к РЭ в соответствии с 6.9.
5.19 Опасности, вызванные падением или выбросом предметов или жидкостей
— падение или выброс предметов или жидкостей (например, из-за неправильно выбранных режимов работы, неправильного закрепления отдельных частей и т. п.) может вызвать ранение, разрезание или разрыв, удар, укол, протыкание, ожог, ошпаривание.
— рабочая зона обработки;
— зона около оборудования.
— требования к ограждениям и защитным устройствам в соответствии с 6.3.7;
— требования к маркировке оборудования в соответствии с 6.7;
— требования к предупредительным устройствам в соответствии с 6.8;
— требования к РЭ в соответствии с 6.9.
5.20 Опасности, вызванные потерей устойчивости и/или опрокидыванием оборудования
— потеря устойчивости и/или опрокидывание оборудования могут вызвать раздавливание, ранение, разрезание, разрыв, удар, укол, протыкание, выброс жидкости, термические опасности.
— рабочая зона обработки;
— зона около оборудования.
— требования к конструкции станка в части его устойчивости, устройств и методов его установки и закрепления;
— требования к защите от разрушения в процессе эксплуатации в соответствии с 6.3.2 и 6.3.8;
— требования к маркировке оборудования в соответствии с 6.7;
— требования к предупредительным устройствам в соответствии с 6.8;
— требования к РЭ в соответствии с 6.9.
5.21 Опасности, вызванные скольжением, опрокидыванием или падением людей
— скольжение, опрокидывание или падение людей могут вызвать ранение, разрезание или разрыв, удар, укол, протыкание, термические опасности.
— рабочая зона обработки;
— зона около оборудования.
— требования к конструкции станка, исключающей опасность для персонала поскользнуться, споткнуться или упасть;
— требования к рабочим местам и зонам технического обслуживания в соответствии с 6.3.14;
— требования к оснащению станков светильниками в соответствии с 6.3.11;
— требования к материалам в соответствии с 6.3.13;
— требования к средствам и органам управления в соответствии с 6.4;
— требования к гидрооборудованию и пневмооборудованию в соответствии с 6.6;
— требования к маркировке оборудования в соответствии с 6.7;
— требования к предупредительным устройствам в соответствии с 6.8;
— требования к РЭ в соответствии с 6.9.
6 Общие требования и меры обеспечения безопасности для станков всех типов
6.1 Требования безопасности при проектировании, изготовлении, погрузке, хранении, монтаже и наладке
6.1.1 Проектирование оборудования следует проводить с учетом всех выявленных опасностей, которые могут возникнуть на всех последующих стадиях жизненного цикла оборудования, в том числе при нормальной эксплуатации, возможных аварийных ситуациях и предполагаемом недопустимом использовании, предотвращение которого должно быть предусмотрено.
6.1.2 Проектировщиком должна быть проведена документированная оценка опасностей для всех стадий жизненного цикла оборудования с учетом опасных зон и элементов конструкций, режимов работы и изменения рисков в результате выполнения соответствующих требований безопасности, в том числе требований о применении необходимых ответственных элементов системы управления.
6.1.3 Проектировщику следует учитывать все факторы риска: степень возможного поражения, продолжительность и частоту действия поражения или частоту и длительность пребывания в опасной зоне, возможность исключить или ограничить опасность поражения.
6.1.4 Выполнение требований безопасности должно обеспечивать уменьшение опасности до (или ниже) экономически оправданной допустимой опасности, остающейся на выпускаемом известными в мире фирмами аналогичном оборудовании, достаточная безопасность которого доказана опытом эксплуатации.
6.1.5 Проектировщику следует предусматривать при необходимости дублирование мер и требований безопасности, учитывая, что спроектированные средства защиты могут выходить из строя, а инструкции для пользователей могут не выполняться, причем кратность дублирования должна зависеть от всех факторов риска. При необходимости в конструкции частей машин, связанных с системой обеспечения безопасности, требуется использовать дублирующие (или резервные) компоненты, с тем чтобы в случае отказа одного компонента другой компонент (или другие компоненты) продолжал (продолжали) выполнять его (их) функцию, тем самым обеспечивая выполнение требований безопасности.
6.1.6 Требования, которые должны быть установлены на стадии проектирования оборудования в проектной, технологической и эксплуатационной документации путем оценки всех видов опасностей, опасных ситуаций и опасных зон, даны в разделе 5.
6.1.7 Изготовление оборудования следует производить в строгом соответствии с проектной и технологической документацией с использованием производственного оборудования, которое полностью соответствует требованиям безопасности, установленным в технических регламентах.
6.1.8 Отдельные детали, узлы и комплектующие оборудования в процессе производства должны быть проверены на их соответствие требованиям безопасности, имеющимся в проектной и технологической документации на эти детали и узлы.
6.1.9 Полностью изготовленное оборудование должно соответствовать требованиям безопасности, установленным в настоящем стандарте, и перед его реализацией должно быть проверено и испытано изготовителем на соответствие этим требованиям.
6.1.10 Общие требования безопасности к производственному оборудованию — по ГОСТ 12.2.003 и ГОСТ Р ИСО 12100-2.
6.1.11 Станки следует контролировать и испытывать на соответствие требованиям безопасности в порядке и по методикам, установленным ГОСТ Р 51101 и ГОСТ Р 51838.
6.1.12 Необходимо выполнять требования безопасности при транспортировании, погрузке, разгрузке, хранении и установке оборудования, указанные в эксплуатационной и сопроводительной документации и обозначенные путем маркировки оборудования и/или его упаковки.
6.1.13 Требования безопасности при транспортировании:
— оборудование и его составные части, а также совместно применяемые устройства должны быть оборудованы устройствами (ручками, резьбовыми или гладкими отверстиями, окнами, приливами и т. п.) и иметь форму, удобную для их надежного захватывания и подъема, безопасного перемещения грузоподъемными средствами во время транспортирования, монтажа и демонтажа. При их отсутствии должны быть предусмотрены устройства, специально предназначенные для подъема и перемещения определенных составных частей станка;
— при необходимости станки и их составные части должны быть снабжены устройствами для закрепления перемещающихся частей, исключающими их смещение во время транспортирования;
— станки, а также все узлы и элементы станков в транспортной таре должны быть устойчивы; в упакованном виде ненамеренное опрокидывание, падение или смещение как самих станков, так и их узлов не допускается;
— если вследствие недостатков формы станков или технологии монтажа их устойчивость не может быть обеспечена, предусматривают методы установки и средства закрепления станков в таре и указывают их в ЭД;
— материалы и вещества, применяемые для упаковки и консервации, должны быть безопасными для людей;
— погрузку, разгрузку и складирование оборудования должен проводить персонал, имеющий соответствующую квалификацию, навыки и опыт работы, допуск которого к работе определен правилами охраны труда и промышленной безопасности.
6.2 Требования безопасности при эксплуатации, техническом обслуживании, ремонте, выведении из эксплуатации и утилизации
6.2.1 Необходимо выполнять требования, приведенные в ЭД:
— оборудование следует использовать в соответствии с его назначением и заданными условиями и требованиями по эксплуатации;
— необходимо выполнять требования по установке и вводу оборудования в действие;
— необходимо выполнять требования безопасности при работе оборудования.
6.2.2 Недопустимы несогласованные с изготовителем изменения в конструкции устройств, которые должны обеспечивать защиту от всех видов опасностей, указанных в настоящем стандарте.
6.2.3 Необходимо строгое соблюдение требований и предупреждений, дополнительно нанесенных на оборудование для его безопасного использования.
6.2.4 Следует выполнять порядок допуска персонала к работе, требования к его квалификации, навыкам и опыту работы.
6.2.5 Персонал обязан использовать средства индивидуальной защиты от определенных опасностей в соответствии с ЭД.
6.2.6 Соблюдение требований безопасности при эксплуатации оборудования должны регулярно проверять службы по охране труда и промышленной безопасности.
6.2.7 Техническое обслуживание и ремонт оборудования должен производить обслуживающий персонал, имеющий необходимую квалификацию, навыки и опыт работы и допущенный к работе в соответствии с действующим порядком.
6.2.8 Техническое обслуживание и ремонт оборудования не должны нарушать работу устройств и механизмов в оборудовании, реализующих меры защиты от соответствующих видов опасностей.
6.2.9 Техническое обслуживание и ремонт оборудования следует производить в соответствии с требованиями, приведенными в ЭД, и общими требованиями по техническому обслуживанию и ремонту оборудования.
6.2.10 Работы по наладке и уходу (ремонт и техническое обслуживание, включая очистку) проводят при остановленном станке (при отсутствии опасных движений частей оборудования).
Если условия, указанные в РЭ (хотя бы одно из них), по техническим причинам не могут быть выполнены, должны быть созданы условия для безопасного проведения работы (например, с использованием наладочного режима работы).
6.2.11 После проведения работ по капитальному ремонту и/или модернизации оборудования или его отдельных узлов организация (предприятие), проводившая ремонт и/или модернизацию, должна установить маркировку (например, табличку) с указанием организации, проводившей капитальный ремонт и/или модернизацию, вида работ и года их проведения.
6.2.12 После проведения работ по капитальному ремонту и/или модернизации оборудования должно быть проведено подтверждение соответствия отремонтированного/модернизированного оборудования действующим требованиям безопасности путем проведения обязательной сертификации лицом, владеющим и/или эксплуатирующим данное оборудование.
6.2.13 Лицо, владеющее и/или эксплуатирующее данное оборудование, несет ответственность за выполнение требований безопасности к оборудованию после проведения капитального ремонта и/или модернизации оборудования.
6.2.14 В случае изменения конструкции оборудования и/или функциональных возможностей при его ремонте (установке новых деталей и узлов, изменении электрооборудования и т. д.) для данного оборудования должно быть разработано новое РЭ (или изменено старое РЭ) с учетом внесенных изменений.
6.2.15 Выведение из эксплуатации и утилизацию оборудования следует проводить в соответствии с порядком, приведенным в ЭД (РЭ).
Недопустимо продолжение эксплуатации оборудования после утвержденного решения о выведении его из эксплуатации и утилизации.
6.2.16 Недопустимо продолжение полной или частичной эксплуатации оборудования после начала работ по выведению его из эксплуатации и утилизации.
6.2.17 Выведение из эксплуатации и утилизацию оборудования должен проводить персонал, имеющий необходимую квалификацию, навыки и опыт работы и допущенный к работе в соответствии с действующим порядком.
6.2.18 Организация, которая выводит из эксплуатации и утилизирует оборудование, несет ответственность за соответствие требованиям безопасности при проведении этих работ.
6.2.19 Инструкция по утилизации должна охватывать все части и детали оборудования, а также материалы и вещества, используемые для их изготовления и эксплуатации.
6.2.20 Установленный в инструкции порядок утилизации отдельных деталей или узлов должен учитывать выбранный вариант дальнейшего их использования.
6.2.21 Удаление и утилизация отходов, возникающих в процессе эксплуатации оборудования, должны соответствовать требованиям экологии, приведенным в ЭД.
6.3 Требования к конструкции станков и их элементов
6.3.1 Стабильность технических параметров
Станок и его составные части должны быть разработаны и изготовлены таким образом, чтобы при предусмотренных условиях эксплуатации их технические параметры были достаточно стабильными и могли быть использованы с исключением любых опасностей, в том числе ненамеренного опрокидывания, падения или смещения станка, узлов и заготовок.
6.3.2 Защита от разрушения в процессе эксплуатации
6.3.2.1 Станки и их составные части должны выдерживать нагрузки во время выполнения технологических операций при режимах, предусмотренных для конкретного станка. Конструкционные материалы, применяемые для изготовления станков, должны иметь достаточную сопротивляемость усталости, старению, коррозии и износу.
6.3.2.2 РЭ должно содержать виды и периодичность касающихся безопасности работ по осмотру и техническому обслуживанию станков. При необходимости в РЭ указывают быстроизнашиваемые элементы станков и критерии их замены.
6.3.2.3 Детали (шлифовальные круги и т. п.) должны быть расположены, смонтированы и закреплены таким образом, чтобы их фрагменты удерживались при разрушении или распаде.
6.3.2.4 Жесткие и гибкие трубопроводы, предназначенные для подачи рабочих жидкостей (особенно под высоким давлением), должны выдерживать заранее запланированные внешние и внутренние воздействия. Они должны быть закреплены и/или защищены с внешней стороны от возможных воздействий, ударов и напряжений, чтобы не стать причиной опасности в случае разрушения (непредусмотренные перемещения, струя под высоким давлением и т. д.).
6.3.2.5 При автоматической подаче заготовки в зону обработки должна быть обеспечена безопасность персонала в случае возникновения опасных ситуаций при поломке или разрушении инструмента.
6.3.3 Защита от падения или выбрасывания из станка предметов
Конструкция станков должна исключать опасности, вызываемые падающими или выбрасываемыми из станков предметами (детали, заготовки, инструмент, стружка, отходы и т. д.).
6.3.4 Требования к качеству и расположению наружных поверхностей
6.3.4.1 Доступные для персонала части станка, в том числе вращающиеся устройства для закрепления заготовок или инструмента (борштанги, поводки, планшайбы, патроны, оправки с гайками и др.), не должны иметь острых кромок и углов, шероховатостей поверхности в соответствии с ГОСТ Р 51334 и ГОСТ Р 51335. При наличии на наружных поверхностях устройств выступающих частей или углублений, которые при работе могут травмировать персонал, они должны иметь ограждения.
6.3.4.2 В случаях, когда вся зона обработки закрывается общим защитным устройством, ограждение отдельных вращающихся устройств необязательно.
6.3.4.3 Наиболее выступающие за габарит станины внешние торцы сборочных единиц, способные при работе травмировать ударом (перемещающиеся со скоростью более 150 мм/с), должны быть окрашены чередующимися под углом 45° полосами желтого и черного цветов; ширина желтой полосы должна составлять 1-1,5 ширины черной полосы.
6.3.5 Защита при работе на многопозиционных станках
При выполнении станком различных операций, требующих ручного перемещения заготовок между позициями, запуск и остановка процесса обработки в каждой из позиций должны производиться независимо от других позиций, которые, в свою очередь, не должны представлять опасности или затруднения для персонала.
6.3.6 Защита при изменении частоты вращения заготовки или инструмента Конструкция станка должна исключать опасность или затруднения для персонала при выполнении операций, требующих изменения частоты вращения заготовки или инструмента.
6.3.7 Требования к защите персонала от контактов с подвижными частями станка
6.3.7.1 Защиту персонала от контактов с подвижными частями станка осуществляют путем применения ограждений и защитных устройств, которые должны уменьшать риск контактов персонала с подвижными частями станка во время его работы.
6.3.7.2 Если в процессе нормальной работы станка не требуется доступ персонала в опасную зону, рекомендуется выбирать следующие ограждения и защитные устройства:
— перемещаемое блокирующее ограждение с фиксацией закрывания или без него;
— автоматически закрывающееся перемещаемое ограждение;
— сенсорное предохранительное оборудование, например электрочувствительный датчик.
6.3.7.3 Если в процессе нормальной работы станка требуется доступ персонала в опасную зону, рекомендуется выбирать следующие ограждения и защитные устройства:
— перемещаемое блокирующее ограждение с фиксацией закрывания или без него;
— сенсорное защитное устройство, например электрочувствительный датчик;
— автоматически закрывающееся перемещаемое ограждение;
— защитное устройство в виде двуручного управления в соответствии с ГОСТ ИСО 13851;
— перемещаемое блокирующее ограждение с функцией пуска (управляющее ограждение).
6.3.7.4 Станки по возможности следует проектировать так, чтобы ограждения и защитные устройства могли также обеспечивать защиту персонала, осуществляющего наладку, программирование методом обучения, переключение режимов, отыскание неисправностей, очистку или техническое обслуживание, не затрудняя выполнение персоналом вышеуказанных рабочих операций. Эти работы следует идентифицировать и рассматривать при общей оценке риска как составную часть процесса эксплуатации машины. Отключение энергоснабжения и рассеивание остаточной энергии при выключении машины должны обеспечивать максимальный уровень безопасности при выполнении этих работ (особенно по обслуживанию и ремонту), если не требуется подключение машины к источнику энергоснабжения.
6.3.7.5 Ограждения должны исключать:
— соприкосновение персонала с подвижными частями станка и режущим инструментом во время работы станка;
— вылет и выбрасывание режущего инструмента и подвижных частей и элементов станка при его работе;
— выбрасывание режущим инструментом обрабатываемых заготовок или крупных частей заготовок, отходов, образующихся в процессе обработки;
— травмирование персонала при переналадке станка, а также при установке и смене режущего инструмента.
6.3.7.6 Ограждения должны:
— быть прочными, а их крепление должно быть надежным, исключающим произвольное открывание;
— допускать проведение работ по смене заготовок и инструмента, техническому обслуживанию и наладке станков (по возможности) без демонтажа защитных устройств, при этом доступ в рабочую зону должен быть ограничен необходимой операцией;
— находиться на достаточном расстоянии от опасной зоны, чтобы обеспечить эффективную защиту персонала;
— обеспечивать для персонала безопасное наблюдение за циклом обработки;
— обладать свойствами, исключающими возможность устранить эти устройства или сделать их неэффективными.
Ограждения не должны:
— становиться источником дополнительных опасностей, ограничивать технические возможности станков и вызывать неудобства при их эксплуатации и наладке;
— затруднять удаление отходов там, где это необходимо;
— снижать освещенность рабочей зоны;
— ограничивать возможности наблюдения за рабочим процессом;
— усиливать уровень шума, создаваемого движущимися частями станков;
— увеличивать вибрацию станков.
6.3.7.7 Требования к конструкциям ограждений выбирают в зависимости от расположения и характера движения частей станков:
— детали трансмиссий (приводные шкивы, приводные ремни, зубчатые колеса, рейки, валы и т. д.) должны быть закрыты таким образом, чтобы доступ к ним был необходим и возможен только при наладке или ремонте станка;
— подвижные части станка, участвующие в рабочем процессе (шпиндели, режущий инструмент, вспомогательный инструмент, оснастка, заготовки и т. д.), должны быть закрыты таким образом, чтобы доступ к ним персонала был возможен только после остановки основных формообразующих движений и функций (вращения шпинделей, движения подачи и т. п.).
6.3.7.8 Ограждения должны соответствовать требованиям ГОСТ Р 51342, ГОСТ ИСО 13855.
6.3.7.9 Подвижные части станка (ременные, цепные, зубчатые и др.), расположенные вне корпусов станков и представляющие опасность для персонала, должны иметь ограждения (сплошные, с жалюзи, с отверстиями), обладающие соответствующей прочностью. Ограждения при необходимости могут быть оснащены рукоятками, скобами и т. п. для их удобного и безопасного открывания и снятия, перемещения и установки.
6.3.7.10 Стационарные ограждения должны прочно крепиться к месту установки. Съем стационарных ограждений должен быть возможен только с применением слесарно-монтажного инструмента (гаечного ключа, отвертки и т. п.). После разъединения средств закрепления стационарное ограждение не должно оставаться в защитном положении.
6.3.7.11 Подвижные ограждения, закрывающие движущиеся части силовых передач станка, должны быть (если они снимаются или открываются) сблокированы с выключением приводов станка при снятии (открывании) этих устройств. Включение движения частей силовых передач станка должно быть разрешено только при закрытых подвижных ограждениях.
6.3.7.12 Конструкция подвижных ограждений должна обеспечивать свободный доступ для обслуживания и наладки узлов станка, а также их открывание без применения слесарно-монтажного инструмента.
6.3.7.13 Подвижные ограждения, ограничивающие технологически необходимый доступ к подвижным частям станка, должны перемещаться легко и без применения слесарно-монтажного инструмента. В зависимости от конструктивного исполнения и выполняемых станком видов обработки передвижение подвижных ограждений может быть произведено вручную или автоматически.
6.3.7.14 Подвижные ограждения разрабатывают и изготовляют по ГОСТ 12.2.062.
6.3.7.15 Для защиты персонала и исключения опасности должно быть предусмотрено, где это возможно, использование блокировок в соответствии с ГОСТ Р 51345 для автоматического отключения станка при открывании подвижных ограждений (крышек, дверец и др.). При этом запуск подвижных частей станка может быть произведен только после закрывания подвижных ограждений и только намеренным манипулированием персоналом соответствующими органами управления.
6.3.7.16 Подвижные ограждения, которые закрывают рабочую зону станка с ЧПУ и двигающиеся в ней части, должны быть связаны с ЧПУ таким образом, чтобы доступ персонала в рабочую зону станка при запуске и во время его работы был невозможен. Исправное состояние системы управления, обеспечивающей выполнение подвижными ограждениями указанных функций в станке с ЧПУ, должно постоянно контролироваться. Если система управления подвижными ограждениями в станке с ЧПУ неисправна, движения частей станка в защищаемой зоне должны быть остановлены (не разрешены).
6.3.7.17 В конструкции станков с механизированным и автоматизированным вращением или перемещением револьверной головки или инструментального магазина должны быть предусмотрены стационарные или подвижные ограждения, предохраняющие от возможного травмирования персонала инструментом при вращении или перемещении головки или магазина.
6.3.7.18 Группы станков, для которых применение ограждений обязательно, приведены в разделе 7.
6.3.7.19 Внутренние поверхности откидных (открывающихся) подвижных ограждений, закрывающих места расположения подвижных частей станка (приводные шкивы, приводные ремни, зубчатые колеса и т. п.) и требующих периодического доступа при наладке и регулировке узлов, должны быть окрашены в желтый сигнальный цвет.
Если движущиеся элементы станка закрываются съемными ограждениями (крышками, кожухами, дверцами), то окраске в желтый цвет (полностью или частично) подлежат обращенные к ним поверхности движущихся элементов или поверхности смежных с ними неподвижных деталей, закрываемых ограждениями.
6.3.7.20 С наружной стороны ограждений наносят предупреждающий знак опасности и прикрепляют табличку по ГОСТ Р 12.4.026.
При опасности травмирования персонала подвижное ограждение должно иметь блокировку, автоматически отключающую станок при открывании ограждения. При этом требования об окраске указанных поверхностей в желтый сигнальный цвет и нанесении с наружной стороны предупреждающего знака опасности сохраняются.
6.3.7.21 Конструкция и прочность ограждений должны обеспечивать защиту персонала от травм. Предпочтительно изготовление сплошных ограждений.
Точность изготовления и установки ограждений должны исключать их перекос и смещение относительно положения, определяемого элементами конструкции станка.
Регулируемые элементы ограждений при наладке станков в зависимости от размеров заготовки закрепляют без применения слесарно-монтажного инструмента.
6.3.7.22 Расчет прочности ограждений следует выполнять в соответствии с требованиями стандартов уровня С на конкретные типы станков.
При отсутствии расчетных данных толщину ограждений следует принимать не менее: 0,8 мм — из листовой стали; 2,0 мм — из листового алюминия; 5 мм — из ударопрочной пластмассы (например, поликарбоната). При необходимости ограждения оборудуют смотровыми окнами достаточных размеров, защищенными трехслойным листовым стеклом толщиной не менее 5 мм. Допускается применение других материалов, не уступающих вышеупомянутым материалам по прочности и эксплуатационным свойствам.
Расстояние от движущихся элементов и узлов станка до поверхности ограждений, изготовленных из листового материала с круглыми или квадратными отверстиями или из сетки, должно быть не менее значений, указанных в таблице 2.
Наибольший диаметр окружности, вписанной в отверстия ограждения (решетки, сетки), мм
Расстояние от движущихся элементов и узлов станка до поверхности ограждения, мм, не менее
6.3.7.23 Конструкция ограждения должна обеспечивать при рациональном использовании принципов эргономики снижение до минимума утомляемости, психической (стресс) и физической нагрузок персонала. С этой целью ограждения должны быть снабжены ручками, резьбовыми или гладкими отверстиями для подъема и надежного транспортирования.
Усилие для снятия (демонтажа и регулировки) неподвижных ограждений не должно превышать 80 Н.
Усилие для снятия подвижных легкосъемных ограждений должно быть не более 60 Н.
Усилие для перемещения подвижных открывающихся ограждений из одного фиксированного положения в другое должно быть не более 40 Н.
Усилие для подъема или сдвигания подвижной части откидных подвижных ограждений, закрепляющих рабочую зону станка, должно быть не более 20 Н.
Усилие, необходимое для сдвигания перемещаемых ограждений, а также передвижения их с заданной скоростью, в зависимости от цикла обработки должно быть не более 20 Н.
Масса подвижных ограждений, снимаемых чаще одного раза в смену при установке и снятии обрабатываемой детали или инструмента, при измерении детали, при подналадке станка и т. п., должна быть не более 6 кг. Эти ограждения должны иметь крепление, не требующее применения ключей и отверток.
6.3.7.24 Сенсорные защитные устройства (световые завесы, сканирующие устройства, лазерные сканеры, коврики, реагирующие на давление, отключающие стержни, отключающая проволока и т. д.) могут быть использованы для:
— отключения станка или его узлов;
— обнаружения присутствия и приближения (человека, постороннего предмета) в соответствии с ГОСТ ИСО 13855;
— обнаружения присутствия и отключения;
— повторного пуска машин при работе в автоматическом режиме.
Из-за большого разнообразия принципов, на которых основана функция обнаружения, различные типы сенсорных защитных устройств подходят для применения в системах обеспечения безопасности далеко не в равной степени.
Следующие характеристики машин наряду с другими могут препятствовать применению сенсорных предохранительных устройств:
— склонность машины выбрасывать материалы и части машины;
— необходимость установки ограждений, защищающих от эмиссии (шума, излучения, пыли и т. п.);
— непостоянное или чрезмерно большое время, необходимое для остановки машины;
— конструкцией машины не предусмотрена остановка отдельных частей машины в течение цикла.
6.3.7.25 При применении сенсорных защитных устройств необходимо рассмотреть:
— размеры, характеристики и расположение зон действия сенсорных защитных устройств;
— реакцию защитного устройства в условиях отказа;
— возможность обхода этого защитного устройства;
— способность обнаружения присутствия и изменение этой способности с течением времени (например, как результат чувствительности к разным условиям окружающей среды, например к наличию отражающих поверхностей, других искусственных источников света, солнечному свету или к наличию в воздухе примесей).
6.3.8 Защита конструкции станка и его узлов от поломок и выхода из строя в случаях отказов элементов и систем управления станка
6.3.8.1 Конструкцией станка должны быть предусмотрены предохранительные устройства, защищающие конструкцию станка и его узлов от поломок и выхода из строя в случаях отказов элементов и систем управления станка и его узлов и, как следствие, защищающие персонал от опасностей, возникающих при поломках станка и его узлов.
6.3.8.2 Перемещение подвижных частей станка в крайних положениях должно быть ограничено предохранительными устройствами (например, конечными выключателями, исключающими перебеги подвижных частей станка за допустимые пределы).
6.3.8.3 Конструкцией станка должны быть предусмотрены предохранительные устройства от перегрузки в нагруженных элементах, которая может привести к поломке деталей станка или возникновению опасной ситуации.
6.3.8.4 Гидростанции станка, у которых во время наладки при ручном переключении золотников гидростанции происходит перемещение подвижных органов станка на всю длину хода (не толчковое), должны снабжаться предохранительным устройством аварийного отключения гидропривода в тех случаях, когда персонал не может воспользоваться кнопкой отключения на пульте управления станком.
6.3.8.5 Устройства, регулирование которых некомпетентным персоналом может привести к аварии станка и/или опасным ситуациям, должны снабжаться предохранительными устройствами (замками, пломбами или др.).
6.3.8.6 Конструкцией станка должны быть предусмотрены предохранительные устройства, не допускающие самопроизвольного опускания шпинделей, кронштейнов, головок, бабок, рукавов, поперечин и других подвижных частей.
В защитных устройствах, предназначенных для уравновешивания массы и работающих от гидро-и пневмопривода, предусматривают фиксацию груза, исключающую возможность аварий и возникновения опасных ситуаций в результате неожиданного прекращения подачи электроэнергии или падения давления масла или воздуха в гидро- и пневмосистемах ниже предельно допустимого уровня.
Применяемые в станках цепи и канаты противовесов рассчитывают на усилия, возникающие на уравновешиваемых устройствах при установке насадок, инструментальной оснастки и других элементов, имеющих максимальную массу. Допускаемые напряжения в цепях и канатах не должны превышать напряжения, установленные для устройств и безопасной эксплуатации грузоподъемных кранов.
6.3.9 Должна быть предусмотрена возможность отключения защитных устройств, предохранительных устройств и соответствующих блокировок при наладке станка.
6.3.10 Требования к механизмам для перемещения, установки и закрепления заготовок и инструмента
6.3.10.1 Конструкция станка должна соответствовать установленным нормам для массы заготовки, инструмента и приспособлений, поднимаемых, перемещаемых и устанавливаемых персоналом, а также соответствовать нормам для прилагаемых персоналом усилий при перемещении грузов (заготовок, инструмента, приспособлений и отходов) на тележках или в контейнерах.
6.3.10.2 При необходимости станки оснащают загрузочными механизмами с предохранительными устройствами, которые обеспечивают удержание груза в любом положении, даже в случае неожиданного прекращения подачи энергии, связанного с удержанием и перемещением груза.
6.3.10.3 Станки, выполнение вспомогательных операций на которых (установка и снятие обрабатываемой заготовки, измерение и т. п.) при вращении обрабатываемой заготовки или инструмента может привести к опасной ситуации, должны быть оборудованы защитными устройствами, выполняющими автоматическое торможение шпинделя после отключения его привода. Предельно допустимое время торможения для станков, для которых это требование обязательно, приведено в разделе 7.
6.3.10.4 Станки с механизированным или автоматизированным закреплением заготовки и инструмента должны быть оборудованы защитным устройством — блокировкой, допускающей включение цикла обработки только после зажима заготовки или инструмента.
6.3.10.5 Устройства для закрепления на станках патронов, планшайб, оправок, насадных головок, инструмента и других съемных элементов должны исключать возможность самопроизвольного ослабления при работе закрепляющих устройств и свинчивания съемных элементов при реверсировании вращения.
6.3.10.6 Механизированные устройства (в том числе гидро- или пневмоприводы пинолей задних бабок токарных, шлифовальных и других станков), предназначенные для закрепления заготовок и инструмента, должны надежно удерживать заготовки и инструмент во время обработки, а также в случаях неожиданного прекращения подачи электроэнергии, падения давления масла или воздуха в гидро- и пневмоприводах.
6.3.10.7 В станках с автоматизированным циклом обработки, когда невозможно или затруднено надежное удержание заготовки и инструмента во время обработки при неожиданном прекращении подачи электроэнергии, падении давления масла или воздуха в гидро- и пневмоприводах (например, при использовании электромагнитных плит и патронов), должны быть обеспечены автоматический отвод инструмента от заготовки, выключение подачи и выключение главного привода (при необходимости).
6.3.10.8 На вращающиеся или перемещающиеся приспособления для механизированного закрепления заготовок должны быть нанесены четкие нестираемые надписи с указанием предельно допустимых характеристик, обеспечивающих безопасную работу.
6.3.10.9 Для многоинструментальных станков с ЧПУ и автоматической сменой инструмента должна быть предусмотрена смена инструмента, когда шпиндель с инструментом остановлен. Допускается смена инструмента при медленно вращающемся шпинделе, если это предусмотрено конструкцией станка и не создает опасных ситуаций.
6.3.10.10 В многоинструментальных станках с ЧПУ механизм перемещения инструмента из магазина в шпиндель или резцовую головку и обратно должен обеспечивать надежный захват инструмента, исключающий его выпадение при перемещении.
6.3.10.11 Механизированные устройства для закрепления заготовок на станках (например, механизированные ключи для закрепления заготовок в патронах токарных станков, в приспособлениях агрегатных станков) должны по окончании их действия автоматически отводиться от зажимного устройства.
6.3.10.12 Конструкцией станка с горизонтальным шпинделем для обработки заготовок с неуравновешенной массой должны быть предусмотрены устройства, не допускающие самопроизвольного поворота шпинделя при установке заготовок.
6.3.10.13 В станках и устройствах для закрепления заготовок и инструмента поворачиваемые съемными рукоятками четырех- и шестигранные концы винтов (валиков) и сопряженные с ними поверхности съемных рукояток должны иметь достаточные площадки для контакта и твердость не менее 35 HRC во избежание смятия сопряженных поверхностей, приводящего к срыву рукояток при вращении винтов.
6.3.11 Требования к оснащению станков светильниками
6.3.11.1 В соответствии с требованиями ГОСТ ИСО 8995 и ГОСТ ЕН 1837 станки должны быть оснащены (при нормальном освещении помещений) светильниками, обеспечивающими освещение, соответствующее требованиям рабочего процесса. Следует обеспечить отсутствие опасных теневых зон, бликов, а также стробоскопического эффекта. Минимальный защитный угол светильников местного освещения должен быть более 30°. Рекомендуется применять люминесцентные лампы белого цвета.
6.3.11.2 Находящиеся внутри станков и подлежащие частой проверке, наладке или техническому обслуживанию устройства должны быть соответствующим образом освещены.
6.3.11.3 Конструкцией станков должно быть предусмотрено освещение зоны обработки встроенными или пристроенными устройствами местного освещения. В устройствах пристроенного типа должна быть предусмотрена возможность удобной и надежной установки и фиксации светильников в требуемых положениях. Отсутствие местного освещения в универсальных станках допускается при наличии технических обоснований.
6.3.11.4 Нормы освещенности рабочей поверхности в зоне обработки станков с ручным управлением в системе комбинированного освещения (общее плюс местное) приведены в таблице 3. Минимальное среднее значение освещенности в рабочей зоне должно быть более 500 лк при однородности более 0,7 и отражаемости в пределах 0,2 — 0,6. Измерение освещенности — по ГОСТ 24940 и ГОСТ Р 51101.
При отсутствии необходимости наблюдения за ходом обработки и для станков с ЧПУ допускается снижение освещенности в зоне обработки станков до значений, указанных в стандартах уровня С на станки конкретных типов, но не ниже 500 лк.
Освещенность от светильников общего освещения в зоне обработки станков должна составлять не менее 300 лк в горизонтальной плоскости.
Таблица 3 — Нормы освещенности рабочей поверхности в зоне обработки станков с ручным управлением в системе комбинированного освещения
Всё ли по ГОСТу? Какие стандарты гарантируют качество
Сегодня на полках магазинов можно встретить товары, произведенные по ГОСТам (ГОСТ, ГОСТ Р), ТУ, СТО. Как в этих аббревиатурах разобраться обычному покупателю? Мы подготовили небольшой ликбез об отечественных стандартах, как они применяются и гарантируют ли качество
Содержание
Как появился ГОСТ Р
Во времена СССР все стандарты были обязательны для применения, и обозначались аббревиатурой «ГОСТ». Утверждением таких стандартов занимался Госстандарт. С распадом СССР в России стали разрабатывать национальные стандарты с аббревиатурой «ГОСТ Р», которые действуют только в рамках РФ.
Сегодня один из главных принципов стандартизации – добровольное применение стандартов.
Стандарты ГОСТ – с аббревиатурой советских времен – сейчас разрабатываются в рамках Межгосударственного совета по стандартизации, метрологии и сертификации и действуют на территории тех стран СНГ, которые к нему присоединились. Когда ГОСТ принят в рамках МГС СНГ, в России его вводят в действие приказом Росстандарта.
Стандарты ГОСТ Р утверждает также Росстандарт. «В настоящее время национальные стандарты разрабатываются в рамках технических комитетов (ТК), – рассказал заместитель директора департамента Стандартинформ Александр Григорьев. – Их создает и формирует Росстандарт, фактически они представляют собой объединение заинтересованных организаций определенной отрасли, в том числе органов исполнительной власти, научных организаций, предприятий-изготовителей, исполнителей, общественных объединений потребителей и др.».
Технические комитеты участвуют в подготовке предложений и планировании работ в сфере стандартизации, а также ведут основную работу по разработке стандартов. После разработки первой редакции проекта стандарта наступает этап публичного обсуждения, когда любой желающий (не только член ТК!) может направить разработчику стандарта свои замечания и предложения. Разработчик может принять их либо отклонить, но только мотивировав свой отказ.
«Затем окончательная редакция проекта стандарта поступает на рассмотрение в ТК, – продолжил Александр. – Стандарт принимают при условии достижения консенсуса, то есть если никто из членов комитета не высказался против, а затем утверждается Росстандартом».
Стандарты ГОСТ и ГОСТ Р применяются добровольно, если в законах нет указания об обратном. Многие из них ориентированы на качество продукции.
«Изготовитель сам принимает решение о применении конкретного стандарта при производстве своей продукции, – подтвердил Григорьев. – Однако если в договоре на поставку указано, что продукция изготовлена в соответствии со стандартом, то все его требования становятся обязательными. Также обязательными для применения являются стандарты, обеспечивающие действие технических регламентов (ТР)».
Что такое ТУ и СТО?
Если вы видите на упаковке «ТУ» или «СТО» с последующим числовым обозначением, это значит, что продукт изготовлен по техническим условиям, разработанным и утвержденным на предприятии. Предприятия могут приглашать квалифицированные в области разработки стандартов организации. Но для потребителя суть от этого не меняется: технические условия не подлежат обязательной экспертизе и согласованию с госорганами. Регистрация ТУ – добровольная. Так что, по каким именно требованиям произведена продукция, для потребителя может остаться загадкой.
По ТУ производится более 80% всей продукции. Отчасти это объясняется тем, что на большой ассортимент товаров сегодня просто нет стандартов. Если производитель решил изготавливать товар «с изюминкой», то ему необязательно ждать целый год, пока Росстандарт утвердит соответствующий ГОСТ Р, – он может разработать собственные ТУ. «Представьте себе, производитель решил добавить в йогурт чернику, но по ГОСТу она не предусмотрена, – приводит пример Александр Григорьев. – В таком случае, конечно, он разработает собственные ТУ и сможет выпустить свою продукцию на рынок». Над национальным стандартом, как правило, начинают работать, если этот новый товар становится востребованным для массового потребления.
В соответствии с Федеральным законом 162-ФЗ «О стандартизации в Российской Федерации» 2015 года, технические условия – это разновидность стандарта организации.
«Закон о стандартизации гласит, что технические условия разрабатываются с учетом соответствующих документов национальной стандартизации, – рассказал Александр Григорьев. – В РФ действуют стандарты, которые определяют содержание технических условий. К примеру, на ТУ для пищевой продукции – это ГОСТ Р 51740-2016 “Технические условия на пищевую продукцию. Общие требования к разработке и оформлению”. По ГОСТ 2.114-2016 “Единая система конструкторской документации (ЕСКД). Технические условия” разрабатываются ТУ изделия машиностроения и приборостроения. К остальной продукции, в том числе материалам, веществам, обуви, одежде, текстильной продукции и т. п., применяется ГОСТ Р 1.3-2018 “Стандартизация в Российской Федерации. Технические условия на продукцию. Общие требования к содержанию, оформлению, обозначению и обновлению”».
Многие считают, что товары, произведенные по ТУ, менее качественные, чем те, что соответствуют ГОСТам. Однако технические условия были введены как раз для того, чтобы производители могли изготавливать продукцию повышенного качества или же необычные изделия с авторской рецептурой, но качеством не ниже ГОСТа.
«На самом деле, качество продукции в большей степени зависит от добросовестности производителя, – прокомментировал Александр. – Во многих случаях требования ТУ превышают соответствующие положениям ГОСТ, в том числе за счет использования современных материалов, сырья и комплектующих. Поэтому утверждать, что продукция по ГОСТу заведомо лучше, чем по ТУ, неправильно».
СТО, по сути, то же самое, что технические условия. Это стандарт организации – документ по стандартизации, который может разрабатываться на применяемые в организации продукцию и процессы, на оказываемые в ней услуги и на продукцию, которую создает организация.
Как регулируется безопасность товаров?
Технические регламенты Евразийского экономического союза (Таможенного союза) – это нормативно-правовые акты (по сути, законы), которые устанавливают минимальные требования безопасности. ТР ЕАЭС (ТС) принимаются в рамках Евразийского экономического союза и устанавливают требования, обязательные для исполнения на территории всего ЕАЭС. Все технические регламенты обязательны для исполнения.
Технический регламент (ТР ЕАЭС) – это не стандарт, по силе он приравнивается к закону.
Декларированию по ТР подлежит вся пищевая продукция. Она должна соответствовать требованиям сразу двух технических регламентов: ТР ТС 021/2011 «О безопасности пищевой продукции» и ТР ТС 022/2011 «Пищевая продукция в части ее маркировки». Кроме того, на некоторые виды пищевой продукции есть так называемые «вертикальные» регламенты, которые применяются помимо 021- и 022-го.
Молочная продукция подчиняется трем техническим регламентам: ТР ТС 021/2011 «О безопасности пищевой продукции»; ТР ТС 022/2011 «Пищевая продукция в части ее маркировки»; ТР ТС 033/2013 «О безопасности молока и молочной продукции».
Мясные продукты, помимо ТР ТС 021/2011 и ТР ТС 022/2011, должны соответствовать ТР ТС 034/2013 «О безопасности мяса и мясной продукции».
Подтверждению соответствия техническим регламентам подлежат детские игрушки (ТР ЕАЭС 008/2011 «О безопасности игрушек»), продукция для детей и подростков (ТР ЕАЭС 007/2011 «О безопасности продукции, предназначенной для детей и подростков»), одежда и обувь (ТР ЕАЭС 017/2011) и др.
Подтвердить соответствие требованиям технического регламента производитель может с помощью декларирования или сертификации, в зависимости от того, какая форма подтверждения прописана в самом ТР. То есть на полках мы можем найти как товары с декларацией, так и с сертификатом соответствия. К примеру, продукты питания подлежат декларированию, а детские игрушки – обязательной сертификации.«Сертификат и декларация имеют одинаковый статус, – рассказала начальник отдела стандартизации Роскачества Майя Будажапова. – Но, как правило, продукция, которая имеет больший потенциальный риск, подлежит сертификации – это более жесткая форма. При декларировании производитель или продавец на основе собственных доказательств либо с помощью органов по сертификации и испытательных лабораторий подтверждает соответствие товара. Он зачастую волен в выборе исполнителя. Чтобы пройти процедуру сертификации, компания обязана обратиться в орган сертификации, который подтверждает соответствие продукции обязательным требованиям на основании протокола испытаний. Протокол выдает аккредитованная лаборатория, входящая в Единый реестр органов по сертификации и лабораторий и в орган по сертификации».
«Если продукция не подлежит подтверждению соответствия по техническому регламенту, значит, она имеет небольшой потенциальный риск для здоровья, – рассказал эксперт по сертификации продукции легкой промышленности в системе ГОСТ Р и Таможенного союза Александр Давыдов. – Такая продукция может пройти добровольную сертификацию по желанию продавца».
При этом кроме технических регламентов существуют еще нормативно-правовые документы, в которых перечислены виды товаров, подлежащих обязательной сертификации или декларированию. Это, например:
Постановление Правительства РФ от 01.12.2009 № 982 (ред. от 07.03.2019) «Об утверждении единого перечня продукции, подлежащей обязательной сертификации, и единого перечня продукции, подтверждение соответствия которой осуществляется в форме принятия декларации о соответствии».
Решение Комиссии Таможенного союза от 7 апреля 2011 года № 620 «О Едином перечне продукции, подлежащей обязательному подтверждению соответствия с выдачей сертификатов соответствия и деклараций о соответствии по единой форме».
Все товары, которые подлежат обязательной оценке соответствия (по любому из этих нормативных документов), должны маркироваться знаком обращения. В случае если товар подпадает под действие технического регламента, то это знак ЕАС.
Если же продукт есть в перечне 982-го Постановления или 620-го Решения, то он маркируется знаком обязательного подтверждения соответствия РСТ. Эти обозначения показывают потребителю, что продукт безопасен.
Пример 1: сегодня среди утвержденных обязательных технических регламентов нет моющих средств, стиральных порошков. Но этот вид товаров включен в перечень продукции, подлежащей обязательному подтверждению соответствия согласно Постановлению Правительства РФ от 01.12.2009 № 982. Кроме того, моющие средства есть в перечне Решения № 620. По этим нормативным документам стиральные порошки подлежат обязательному декларированию. Это значит, что производитель сам выбирает перечень из Постановления № 982 или Решения № 620 и декларирует в данном случае на основании собственных доказательств.
«Под Постановлению № 982 Росстандарт на своем сайте публикует информацию о продукции, подлежащей обязательному подтверждению соответствия, с указанием нормативных документов или их пунктов, которым должна соответствовать продукция, –рассказала Майя Будажапова. – В основном это стандарты, поэтому фактически они становятся обязательными для исполнения. С юридической точки зрения обязательными для применения по Закону о стандартизации (от 29.06.2015 № 162-ФЗ) являются только стандарты в областях оборонной продукции и безопасности дорожного движения. А также, согласно статье 26 Закона о стандартизации, в соответствии с принципом добровольности применения стандартов, они становятся обязательны для производителя в случае применения обозначения национального стандарта в маркировке (ГОСТ), в эксплуатационной или иной документации и (или) маркировки продукции знаком национальной системы стандартизации (РСТ). Также стандарт становится обязательным для исполнения, если он входит в перечень стандартов, ссылки на которые есть в нормативно-правовых актах».
Пример 2: алкогольная продукция. По Федеральному закону от 22.11.1995 № 171-ФЗ (ред. от 01.05.2019) «О государственном регулировании производства и оборота этилового спирта, алкогольной и спиртосодержащей продукции и об ограничении потребления (распития) алкогольной продукции» производство продукции, не соответствующей государственным, национальным или международным стандартам, может стать основанием для аннулирования лицензии на производство и оборот алкогольной продукции.
Покупателю на заметку
Мы привыкли видеть в маркировке «ГОСТ» привыкли доверять ей, и это, в общем, оправданно. Потому что если ТР ЕАЭС (ТС) – это минимальные требования безопасности, то ГОСТ – это нормы качества.
Каждый производитель всех товаров, подпадающих под обязательное подтверждение соответствия, должен предоставить продавцу сертификат или декларацию о соответствии. Соблюдение минимальных требований безопасности контролируют не только надзорные органы, но и сами торговые сети.
«Мы проводим лабораторные испытания в аккредитованных лабораториях, – рассказал Тьерри Жоффруа, директор по качеству “АШАН Ритейл Россия”. – Кроме того, в ходе проведения плановых аудитов на производствах поставщиков контролируются нормативно-техническая документация, условия производства от сырья до готовой продукции, в том числе закладка рецептурных компонентов, количественный и качественный контроль, соблюдение температурных режимов, санитарно-гигиенических норм и другое».
Нормы технических регламентов – это минимальные нормы безопасности для продукции, которая может при определенных условиях представлять угрозу для здоровья потребителя и окружающей среды, жизни или здоровья животных и растений. ТР ЕАЭС не является стандартом, это нормативно-правовой акт. На некоторую продукцию, не подпадающую под обязательное подтверждение соответствия по техническому регламенту, распространяются федеральные законы, обязывающие производителя выпускать в оборот товар, соответствующий определенным нормам.
Это стандарты, в которых в основном прописаны показатели качества. ГОСТы утверждает Росстандарт, а разрабатывают их в рамках технических комитетов (ТК) при Росстандарте. Сертификация по ГОСТ добровольная. Но есть нюансы в виде нормативных актов, которые на практике могут сделать стандарт обязательным для исполнения.
Маркировка «ТУ» означает, что продукт изготовлен по техническим условиям, разработанным и утвержденным на предприятии. Производитель не обязан раскрывать информацию о ТУ. Показатели качества в технических условиях могут быть как выше, так и ниже показателей в ГОСТе, так как это закрытая информация и проверить ее нельзя. ТУ и СТО – это фактически одно и то же.
ГОСТ Р 58908.1-2020 Промышленные системы, установки, оборудование и промышленная продукция. Принципы структурирования и коды. Часть 1. Основные правила
Текст ГОСТ Р 58908.1-2020 Промышленные системы, установки, оборудование и промышленная продукция. Принципы структурирования и коды. Часть 1. Основные правила
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
МЭК 81346-1:2009
ПРОМЫШЛЕННЫЕ СИСТЕМЫ, УСТАНОВКИ, ОБОРУДОВАНИЕ И ПРОМЫШЛЕННАЯ ПРОДУКЦИЯ. ПРИНЦИПЫ СТРУКТУРИРОВАНИЯ и коды
Часть 1
Основные правила
(IEC 81346-1:2009, Industrial systems, installations and equipment and industrial products — Structuring principles and reference designations — Part 1: Basic rules, IDT)
Предисловие
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью «Научно-инженерный центр циф-ровизации и проектирования в строительстве» (ООО «НИЦ ЦПС») на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК465 «Строительство»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. № 324-ст
4 Настоящий стандарт идентичен международному стандарту МЭК 81346-1:2009 «Промышленные системы, установки и оборудование и промышленная продукция. Принципы структурирования и кодированные обозначения. Часть 1. Основные правила» (IEC 81346-1:2009 «Industrial systems, installations and equipment and industrial products — Structuring principles and reference designations — Part 1: Basic rules», IDT).
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5—2012 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных между* народных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N9 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
© Стандартинформ. оформление. 2020
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
Содержание
1 Область применения
2 Нормативные ссылки
3 Термины и определения
4.3 Техническая система
4.6 Продукты и компоненты
4.8 Типы, экземпляры и отдельные объекты
5 Принципы структурирования
5.1 Основные положения
5.2 Формирование структуры (типы и экземпляры)
5.3 Функциональноориентированная структура
5.4 Структура, ориентированная на продукт
5.5 Структура, ориентированная на местоположение
5.6 Структуры, основанные на других аспектах
5.7 Структуры, основанные более чем на одном аспекте
6 Формирование кодовых обозначений
6.1 Общие положения
6.2 Формат кодовых обозначений
6.3 Различные структуры в рамках одного аспекта
7 Система кодовых обозначений
8 Обозначение местоположений
8.1 Общие положения
8.2 Сборные конструкции
9 Представление кодовых обозначений
9.1 Кодовые обозначения
9.2 Набор кодовых обозначений
9.3 Представление идентификаторов верхнего узла
Приложение А (справочное) Историческая справка
Приложение 8 (справочное) Создание и жизненный цикл объектов
Приложение С (справочное) Обращение с объектами
Приложение D (справочное) Интерпретация кодовых обозначений с использованием различных
Приложение Е (обязательное) Объект, представленный несколькими верхними узлами в аспекте . .52 Приложение F (справочное) Примеры нескольких структур на основе одного и того же аспекта . 54 Приложение G (справочное) Пример структур и кодовых обозначений
Приложение Н (справочное) Пример кодовых обозначений в системе
Приложение ДА (справочное) Сведения о соответствии ссылочных международных стандартов национальным стандартам
Введение
0.1 Общие положения
Настоящий стандарт является дальнейшим развитием ранее введенных и уже отмененных стандартов (МЭК 60113*2. МЭК 60750) в области обозначения элементов (см. приложение А). Настоящий стандарт содержит методологическую базу по созданию моделей установок, машин, зданий и т. д.
Настоящий стандарт определяет:
• принципы структурирования объектов, включая сопутствующую информацию;
— правила формирования кодовых обозначений на основе полученной структуры объекта.
Благодаря применению изложенных в настоящем стандарте принципов структурирования становится возможной эффективная обработка больших объемов информации, ассоциированной со сложными техническими объектами.
Предлагаемые принципы структурирования и правила применения кодовых обозначений:
— подмогут применяться как для физических, так и для нефизических объектов;
— создают эффективную систему, в которой легко ориентироваться и которую легко обслуживать. Подобная система обеспечивает адекватное представление о рассматриваемой технической системе, поскольку ее составные структуры понятны и могут быть легко сформированы;
• поддерживают альтернативные варианты процессов проектирования и технологических процессов в жизненном цикле объекта, поскольку они основаны на последовательно установленных результатах этого процесса, а не на том. как выполняется сам процесс проектирования;
— позволяют применять более одного принципа кодирования при использовании нескольких аспектов представления. Данный метод также позволяет обрабатывать «старые» структуры совместно с «новыми», используя несколько однозначных идентификаторов;
— поддерживают параллельную работу и позволяют различным участникам процесса в рамках проекта добавлять и/или удалять данные по мере продвижения структурирования проекта;
— учитывают временной фактор в рамках жизненного цикла как важный фактор для применения различных структур, основанных на разных подходах к рассматриваемой технической системе:
— поддерживают индивидуальное управление при создании кодовых обозначений и позволяют обеспечивать возможность последующей интеграции отдельных модулей в более крупные конструкции.
Рассматриваемые в настоящем стандарте принципы также поддерживают возможность создания модулей многократного использования либо в виде функциональных спецификаций, либо в качестве физических результатов.
Примечание — Концепция модулей многократного использования относится, например, к производителя*! при создании модулей, не зависимых от контрактов, а также к операторам сложных узлов при описании требований для модулей, не зависимых от поставщиков.
Принципы структурирования и правила применения кодовых обозначений поддерживают параллельную работу и позволяют различным участникам процесса в рамках проекта добавлять и/или удалять данные по мере продвижения структурирования проекта.
Принципы структурирования и правила применения кодовых обозначений учитывают временной фактор в рамках жизненного цикла как важный фактор для применения различных структур, основанных на разных подходах к рассматриваемой технической системе.
0.2 Основные требования к настоящему стандарту
Основные требования к разработке принципов структурирования были изложены ранее, в первом издании стандарта МЭК 61346-1. однако эти требования не являются нормативными для целей настоящего стандарта.
Настоящий стандарт должен:
— быть применим ко всем техническим областям и обеспечивать возможность общего применения;
— применяться ко всем видам объектов и их составляющих, таким как установки, системы, сборные узлы, программное обеспечение, пространства и т. д.;
— последовательно применяться на всех этапах (то есть концептуальная разработка, планирование. спецификация, проектирование, разработка, построение, монтаж, ввод в эксплуатацию, эксплуатация, техническое обслуживание, вывод из эксплуатации, утилизация и т. д.) жизненного цикла интересующего объекта, то есть объекта, для которого необходима идентификация;
• предоставлять возможность однозначно идентифицировать произвольный объект, являющийся составной частью другого объекта;
• поддерживать интеграцию структур подобъектов из нескольких организаций в объекты других организаций без изменения исходных структур объектов и подобъектов, а также их документации;
— поддерживать представление объекта независимо от его сложности;
• быть легким в применении и понимании для пользователя:
• поддерживать применение компьютерных программных решений для концептуальной разработки, планирования, спецификации, проектирования, разработки, построения, монтажа, ввода в эксплуатацию, эксплуатации, технического обслуживания, вывода из эксплуатации, утилизации и т. д.
0.3 Обязательные характеристики стандарта
Обязательные характеристики стандарта были разработаны во время подготовки первого издания МЭК 61346-1.
Прим вча нив — Данные характеристики касаются разработки системы классификации буквенных кодов в настоящем стандарте, а не ее применения. Поэтому они не являются нормативными для целей настоящего стандарта.
« Настоящий стандарт не содержит правил и ограничений, которые запрещают его использование в технической сфере.
— Настоящий стандарт охватывает все его возможные применения во всех технических областях.
• Настоящий стандарт поддерживает обращение информации к объектам на всех этапах их жизненного цикла.
— Настоящий стандарт должен позволять формировать обозначения объектов на любом из этапов жизненного цикла на основе имеющейся информации.
— Настоящий стандарт поддерживает идентификацию объектов на основе принципа отношений типа часть/целое.
— Настоящий стандарт содержит правила, которые позволяют формировать однозначные обозначения.
— Настоящий стандарт открыт для дальнейшего расширения системы обозначений.
— Настоящий стандарт поддерживает принципы модульности и повторного использования объектов.
— Настоящий стандарт поддерживает описание различных точек зрения различных пользователей на объект.
— Настоящий стандарт содержит правила для толкования обозначений там. где это необходимо.
На рисунке 1 представлен обзор международных стандартов, обеспечивающих согласованную систему обозначений, документирования и представления информации.
МЭК 61175 Обсеменение ОИПШЛО»
Идонтмфмпцин устройств авонеьвыасне
МЗК81Э&Б Классификации ивботвмнмя документов.
МЭК82023 Стр^ктур-фованма -пхмнкжой инфаршцим ядскрюктшви
МЭК 83424 Представление теюяюти контроля ПрОЦВССО, МфСКЫ ■дмтршмахРв!
Лсхгогоеш дасуиектое
МЭК 81082 Пэдгатосви ADCytMKTOO, ■олмстрапямикв
МЭК62027 Составление перечней честей
г мэк вготя 4 ГЪргапзев инструкций Построение, содар«вяа мпряяслтяяш l мягярмялв
МЭК 82491 Карадока тяйвпМ икот
Рисунок 1 — Международные стандарты, обеспечивающие согласованную систему обозначений, документирования и представления информации
1 ) Отменен. Действует IEC/IEEE 82079-1^019.
ГОСТ Р 58908.1—2020/
МЭК 81346-1:2009
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПРОМЫШЛЕННЫЕ СИСТЕМЫ, УСТАНОВКИ, ОБОРУДОВАНИЕ И ПРОМЫШЛЕННАЯ ПРОДУКЦИЯ. ПРИНЦИПЫ СТРУКТУРИРОВАНИЯ И КОДЫ
Industrial systems, installations, equipment and industrial products.
Structuring principles and codes. Part 1. Basic rules
Дата введения — 2021—01—01
1 Область применения
Настоящий стандарт устанавливает общие принципы структурирования систем, включая структурирование информации о самих системах.
На основе данных принципов приведены правила и указания для формирования однозначных кодовых обозначений для объектов произвольной системы.
Кодовое обозначение идентифицирует объекты с целью создания и поиска информации об объекте и. в случае реализации, о его соответствующем компоненте.
Кодовое обозначение, расположенное на компоненте рассматриваемой системы, является ключевым параметром для поиска информации об этом объекте среди различных видов документации.
Принципы, изложенные в настоящем стандарте, являются общими и применимы ко всем техническим областям (например, машиностроение, электротехника, строительство, технологическое проектирование). Их можно использовать как для систем, основанных на различных технологиях, так и для систем, объединяющих несколько технологий.
2 Нормативные ссылки
8 настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных — последнее издание (включая все изменения).
ISO/IEC 646. Information technology — ISO 7-bit coded character set for information interchange (Информационные технологии. Набор ISO 7-битоеых кодированных знаков для обмена информацией)
3 Термины и определения
8 настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 объект (object): Сущность, рассматриваемая е процессе разработки, реализации, использования и утилизации.
Прим еча н и е 1 — Объект может являться физической или нефизической «вещью», то есть всем тем. что может существовать, существует или существовало ранее.
Примечакие 2 — Объект обладает связанной с ним информацией.
3.2 система (system): Совокупность взаимосвязанных объектов, отделенных от окружающей среды и рассматриваемых в определенном контексте как единое целое.
Примечание 1 — Система, как правило, определяется для достижения поставленной задачи, например путем осуществления определенной функции.
Примечание 2 — Элементами системы могут быть естественные или искусственные материальные объекты, а также способы мышления и их результаты (например, формы организации, математические методы, языки программирования).
Примечание 3 — Система считается отделенной от окружающей среды и от других внешних систем воображаемой границей, которая разрывает связь между ними и системой.
Примечание 4 — Термин «система» требует уточнения, если из контекста неясно, к чему он относится, например, система управления, колориметрическая система, система единиц, система передав.
Примечание 5— Если система является частью другой системы, ее можно считать объектом согласно определению, представленному в настоящем стандарте.
3.3 аспект (aspect): Определенный способ рассмотрения объекта.
(ИСТОЧНИК: МЭК 60050-151. пункт 11-27, модифицировано)
3.4 процесс (process): Совокупность взаимодействующих операций, посредством которых материал. энергия или информация преобразуются, транспортируются или хранятся.
Примечание — В контексте настоящего стандарта термин «процесс» относится к производственному процессу (сборка, строительство, установка и г. д.). посредством которого реализуется объект.
[ИСТОЧНИК: МЭК 60050-351. пункт 21-43. модифицировано]
3.5 функция (function): Предполагаемая или выполненная цель или задача.
3.6 продукт (product): Предполагаемый или достигнутый результат труда, естественного или искусственного процесса.
3.7 компонент (component): Продукт (изделие), используемый в качестве составной части собранного продукта (изделия), системы или установки.
3.8 местоположение (location): Предполагаемое или занятое пространство.
3.9 структура (structure): Организация отношений между объектами системы, которая может быть описана посредством отношений часть/целое (состоит из/яеляется частью).
3.10 идентификатор (identifier): Атрибут, связанный с объектом и предназначенный для того, чтобы отделить его от других объектов в определенном домене.
3.11 кодовое обозначение (reference designation): Идентификатор конкретного объекта, сформированного в соответствии с требованиями к системе, в которой объект является составным с точки зрения одного или нескольких аспектов этой системы.
3.12 одноуровневое кодовое обозначение (single-level reference designation): Кодовое обозначение. присваиваемое с учетом объекта, частью которого является рассматриваемый компонентный объект в определенном аспекте.
Примечание — Одноуровневое кодовое обозначение не включает в себя иные кодовые обозначения объектов верхнего или нижнего уровней.
3.13 многоуровневое кодовое обозначение (multi-level reference designation): Кодовое обозначение. состоящее из объединенных одноуровневых кодовых обозначений.
3.14 система кодовых обозначений (reference designation set): Набор из двух или более кодовых обозначений, присвоенных объекту, по меньшей мере одно из которых будет однозначно идентифицировать данный объект.
4 Понятия
Определение термина «объект» носит очень общий характер (см. 3.1) и охватывает все элементы, над которыми осуществляются действия на протяжении всего жизненного цикла системы.
Большинство объектов имеют физическое воплощение, поскольку они материальны (например, трансформатор, лампа, клапан, здание). Однако существуют объекты, которые не имеют физического воплощения, но существуют для определенных целей, например:
— объект существует только посредством существования его подобъектов, таким образом, рассматриваемый объект определен для целей структурирования (то есть системы);
• для идентификации совокупности информации.
Настоящий стандарт не проводит различий между объектами, которые имеют физическое воплощение. и объектами, которые его не имеют. Оба типа объектов могут быть идентифицированы и интерпретированы на протяжении жизненного цикла системы.
Не существует подлинных правил определения объекта. Фактически, проектировщик или инженер решает, что объект существует и устанавливает необходимость в том. чтобы идентифицировать этот объект.
Когда объект определен, с ним ассоциируется некоторая информация. Эта информация может изменяться на протяжении жизненного цикла объекта и системы.
На рисунке 2 показан объект, для которого поверхность каждой стороны куба представляет собой один из аспектов его рассмотрения. Это представление объекта используется в дальнейших рисунках для объяснения понятий.
Рисунок 2 — Объект
Объект определяется, когда существует потребность конкретно в этом объекте.
Объект удаляется, когда он больше не требуется.
Примечание 1 — Объект также может быть удален, если обнаруживается, что его свойства реализованы иным объектом. Это часто имеет место при проектировании, когда объекты изначально могут быть четко подразделены. а позже выясняется, что их можно объединить или сгруппировать.
Прим еча н и е 2 — Удаление физического объекта не означает то же самое, что и полное удаление объекта. поскольку информация об объекте может быть сохранена.
Если необходимо изучить внутренние составляющие объекта или взаимосвязи этого объекта с другими объектами (в рамках рассматриваемой системы), может быть полезным рассмотрение этих объектов с различных точек зрения. В настоящем стандарте такие точки зрения называются аспектами.
Аспекты действуют в качестве некоторых условных фильтров для объекта (см. рисунок 3) и выделяют именно ту информацию, которая имеет отношение к рассматриваемому объекту. Аспекты, рассматриваемые в настоящем стандарте, направлены на следующее:
— то. для чего предназначен объект или то, что он на самом деле делает. — аспект функции;
— каким образом объект делает то, для чего он предназначен. — аспект продукта;
— предполагаемое или фактическое расположение объекта в пространстве — аспект местоположения.
Кроме того, в случаях, когда ни один из вышеупомянутых аспектов не является подходящим или достаточным, могут применяться и иные аспекты (см. 5.6).
Само понятие аспекта в настоящим стандарте используется для задач структурирования рассматриваемых систем.
При рассмотрении объекта с точки зрения его аспекта учитываются только его составные части (подобъекты), которые имеют отношение к данному аспекту. Могут существовать иные подобъекты, но они не будут иметь отношения к рассматриваемому аспекту. С другой стороны, может случиться так. что подобъект рассматривается ввиду различных аспектов, если этот подобъект имеет отношение ко всем аспектам.
Когда подобъект распознается посредством аспекта объекта, становится доступной вся информация о подобъекте, включая информацию, относящуюся к другим аспектам данного подобъекта.
Рисунок 3 — Аспекты объекта
4.3 Техническая система
«Техническая система» — это группа компонентов, работающих совместно для достижения опре-деленной цели.
Техническая система — это некоторая «инфраструктура» для процесса, состоящего из ряда действий. таких как приготовление пищи, сортировка, транспортирование, сварка и вождение, ориентированных на достижение намеченного результата. Компоненты технической системы являются статической предпосылкой для последующей динамической деятельности процесса.
Примечание — Один и тог же компонент может быть частью (иметь определенное значение) сразу а нескольких технических системах.
Техническая система может быть поставлена как законченная собранная система. Однако компоненты технической системы могут поставляться или отдельно в виде собранных деталей, или в составе других систем. В таком случае сборку технической системы завершают во время монтажа и подключения компонентов.
С точки зрения структурирования, техническая система рассматривается как объект, а его компоненты — как физические подобъекты.
Для эффективного проектирования, изготовления, эксплуатации и технического обслуживания системы, сама система и информация о ней обычно делятся на части. Каждая из этих частей также может подразделяться на части. Это последовательное разбиение на части и организация этих частей воедино называется «структурирование».
• для организации информации о системе, то есть о том. как информация распределяется между различными документами и/или комплектами информации (см. МЭК 62023);
— для организации содержания внутри каждого документа (см. примеры в МЭК 61082-1);
— для навигации по информации в системе;
— для формирования кодовых обозначений (см. раздел 6).
Целью технической системы является выполнение некоторого технического процесса, посред* ством которого входные величины (энергия, информация, вещество) преобразуются в выходные величины (энергия, информация, вещество) с учетом определенных параметров процесса.
8 контексте настоящего стандарта «функция» означает задачу объекта, не принимая во внимание особенности ее выполнения. Такой объект может быть частью рассматриваемой технической системы и при дальнейшем планировании ассоциироваться с другими структурами.
На рисунке 4 показан пример функции и ее подфункций.
Вещество 1
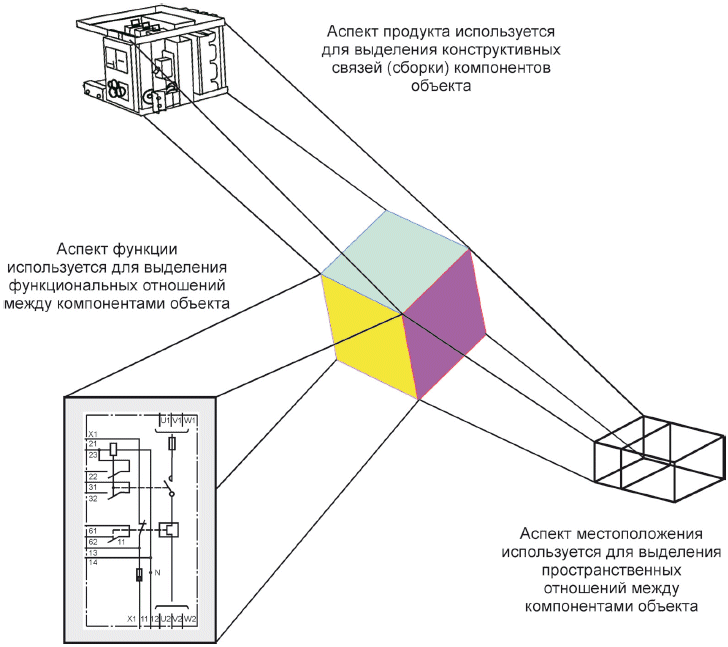
Рисунок 4 — Функция и ее подфункции
4.6 Продукты и компоненты
Продукт обычно определяется как результат некоторого процесса. Результатом процесса обычно является то. что:
• предназначено для продажи (например, готовый продукт);
— предназначено для доставки (по договоренности между двумя сторонами);
— предназначено для использования в качестве составляющей в другом процессе в качестве материала или инструмента.
Таким образом, все. что подлежит сдаче или поставке, является продуктом независимо от рода этой поставки. Поэтому техническую систему или установку тоже можно рассматривать как продукт, поскольку они являются результатом процесса и также подлежат приемке или поставке.
Прим вча н и е 1 — Продукт обычно имеет номер составной части, обозначение типа и/или наименование. Продукт также может быть идентифицирован по номеру заказа.
Для поставляемого объекта также поставляется структура представления системы, ориентированная на продукт, которая показывает, как поставщик организовал подобъекты в отношении поставляемого продукта, то есть как другие продукты используются в качестве компонентов поставляемого продукта. Такой объект может быть частью спроектированной технической системы и на последующих этапах ассоциироваться с другими структурами.
Структура системы, ориентированная на продукт, обычно указывает, как организованы поставляемые компоненты технической системы.
Примечание 2 — Структура представления системы, ориентированная на продукт, обычно совпадает со структурой, используемой в перечнях объектов технической системы, например со структурой списка составных частей в соответствии с МЭК 62023 и МЭК 62027.
Компонент — это продукт, доставляемый поставщиком или производимый на предприятии-изготовителе и адаптируемый к реальным потребностям, например путем настройки, для того чтобы служить компонентом в контексте рассматриваемой системы (см. рисунок 5).
Примечание 3 — Компоненты обычно являются продуктами процессов в других технических системах, отличных от рассматриваемой.
Примечание 4 — Продукт, произведенный в процессе, выполняемом рассматриваемой системой. не должен рассматриваться как компонент этой системы и ее структуры. Он может также иметь структуру продукта, но она имеет отношение к другому объекту, не связанному с рассматриваемым.
Поэтому, чтобы избежать возможной путаницы, термин «компонент» используется в настоящем стандарте, когда речь идет о продуктах, используемых в качестве составляющих.
В настоящем стандарте местоположение означает пространство, образованное объектом (объектами) (например, помещение или пространство внутри строительной конструкции, лаз монтажной рамы в структуре механизма управления, поверхность пластины к структуре механизма). Такой объект может быть частью спроектированной технической системы и при дальнейшем планировании ассоциироваться с другими структурами.
Если речь идет об аспекте местоположения в отношении структурирования, то подразумеваются определенные пространства внутри объекта, а не пространство, которое сам объект занимает в системе. Результатом применения аспекта местоположения к объекту является его внутренняя структура, ориентированная на местоположение.
Местоположение может содержать любое количество компонентов системы.
4.8 Типы, экземпляры и отдельные объекты
Тип — это класс объектов, имеющих одинаковые характеристики. 8 зависимости от количества общих характеристик (как качественных, так и количественных) тип может варьироваться от очень общего до очень специфического. Например:
— общие типы объектов, например, как описано в МЭК 81346-2. где идентификатор типа выражается буквенным кодом;
— многие виды продуктов, например двигатели, трансформаторы, пускатели или пневматические цилиндры, часто конструируются в определенном диапазоне размеров (например, могут различаться габаритные размеры), но имеют общие характеристики. В таких случаях идентификатором диапазона в целом может быть обозначение типа; для каждого размера возможно использование более конкретного идентификатора;
— каждый вариант продукта в серии продуктов с фиксированными значениями напряжения, мощности и т. д. обычно имеет идентификатор в виде идентификационного номера продукта, который определяет класс предположительно идентичных продуктов.
— фабричная упаковка таких продуктов может вводить новые виды упакованных продуктов; упаковки. содержащие, например. 1. 5 или 10 продуктов, должны различаться в торговле посредством нанесения различных глобальных торговых идентификационных номеров (GTIN).
В зависимости от того, насколько это общие или конкретные типы, они могут отличаться наименованиями. буквенными кодами, обозначениями типов, идентификационными номерами продуктов, GTIN. но не кодовыми обозначениями.
Отдельный объект представляет собой образец типа, независимо от того, где он используется. Каждый из произведенных образцов упомянутого выше типа продукта может потребовать отдельной идентификации.
Примечание 1 —Даже если в определенный момент времени имеется гогъко один образец типа, обычно для дальнейшего использования имеет смысл проводить различие между информацией, присущей потенциальному типу, и конкретным образцом.
Отдельные объекты идентифицируются по серийным номерам в контексте производства отдельных объектов или по инвентарным номерам в контексте организации, где они используются.
Прим еча н и е 2 — Любая установка или система, выполненная в виде отдельного экземпляра объекта, в будущем также может стать типом. Это происходит в том случае, если она копируется и имеет более одного экземпляра.
Экземпляр — это использование типа объекта для определенной функции в качестве определенного компонента или в определенном месте в установке или системе.
Взаимосвязь между понятиями показана на рисунке 5. Процесс, показанный на рисунке, является рекурсивным, то есть собранный продукт может использоваться в качестве компонента на следующем уровне сборки и т. д.
Собранный продукт, система, установка
Поставка продуктов включая документацию
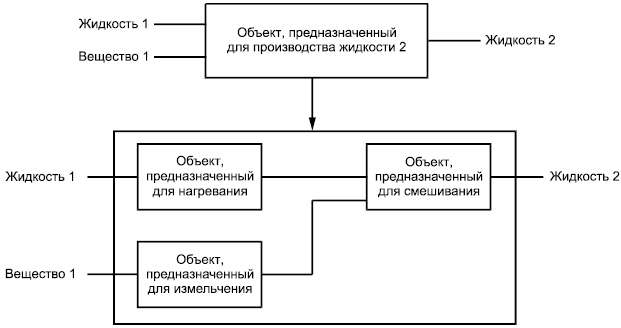
Модули е концепции | продукта
Возможная адаптация типа продукта к потребностям системы делает его системным компонентом

Три экземпляра типа компонента в системе
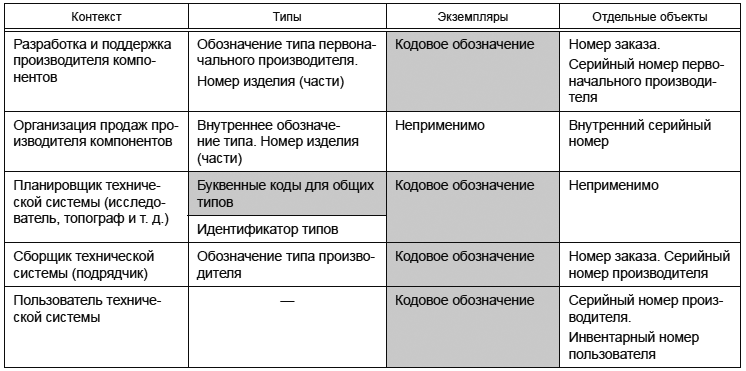
[четыре отдельных объекта типа компонента, один запасный
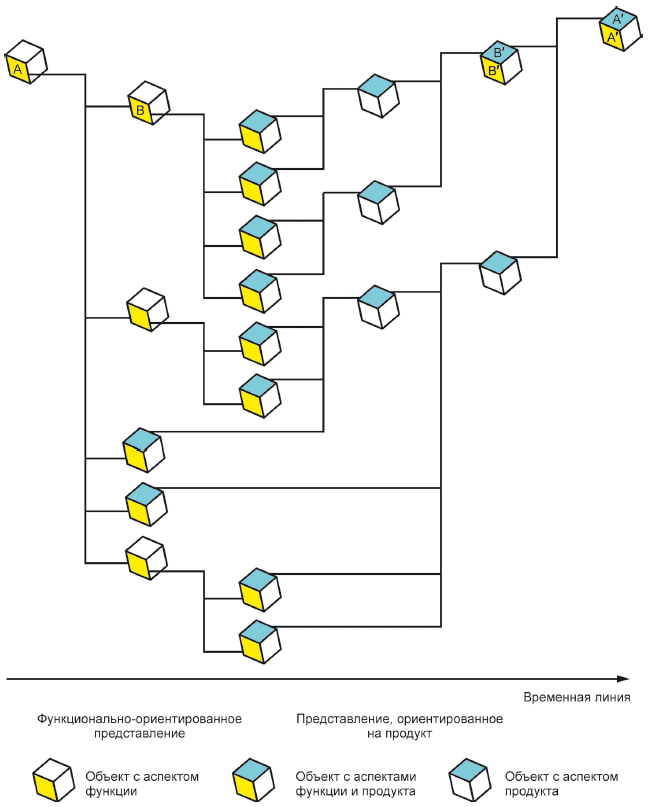
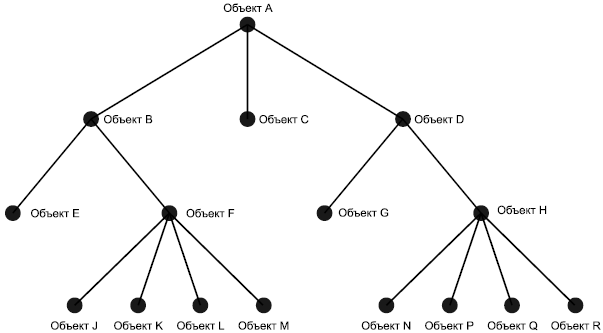
Рисунок 5 — Понятия продукта, компонента, типа, отдельного объекта и экземпляра
Экземпляры идентифицируются кодовыми обозначениями с системным контекстом, в котором они находятся. Объекты в структуре — это экземпляры типов объектов. Каждый экземпляр связан с отдельным объектом, который может быть заменен другим отдельным объектом (например, если он сломан) без изменения обозначения экземпляра. Следовательно, это будет иметь последствия для расположения меток с обозначениями экземпляров (см. раздел 10).
Прим еча н и в 3 — Обозначение отдельного объекта следует за объектом и. следовательно, закрепляется за объектом.
В таблице 1 показаны различия между терминами, описанными в настоящем разделе.
Таблица 1 — Идентификация типов, экземпляров и отдельных объектов в различных контекстах
Разработка и поддержка производителя компонентов
Обозначение типа первоначального производителя. Номер изделия (части)
Серийный номер первоначального производителя
Организация продаж производителя компонентов
Внутреннее обозначение типа. Номер изделия (части)
Внутренний серийный номер
Планировщик технической системы (исследо-еатель. топограф и т. д.)
Буквенные коды для общих типов
Сборщик технической системы (подрядчик)
Обозначение типа производителя
Номер заказа. Серийный номер производителя
Пользователь технической системы
Серийный номер производителя.
Инвентарный номер пользователя
Примечание 4 — Затемненные поля таблицы показывают контекст кодовых обозначений и классификацию. обеспечиваемую буквенными кодами.
5 Принципы структурирования
5.1 Основные положения
Аспекты функции, продукта и местоположения необходимы и применимы практически на каждом этапе жизненного цикла объекта (установки, системы, оборудования и т. д.). Поэтому их следует рассматривать как основные аспекты представления и в первую очередь применять для задачи структурирования.
Правило 1 Структурирование технической системы должно основываться на взаимоотношениях составных частей с применением концепции аспектов представления объектов.
Примечание 1 — Существуют и другие типы структур, однако в настоящем стандарте рассматриваются структуры, основанные на взаимосвязи составных частей и основных аспектов, так как они считаются необходимыми и целесообразными в рамках настоящего стандарта. См. также 5.2.
Правило 2 Структуры должны строиться пошагово с использованием метода «сверху вниз» (нисходящий метод) или «снизу вверх» (восходящий метод).
Примечание 2 — Данный принцип подразумевает, что аспект может изменяться на каждом этапе.
При нисходящем методе процесс обычно выглядит следующим образом:
1) выбор объекта;
2) выбор подходящего аспекта;
3) определение подобъектов (при их наличии) в пределах выбранного аспекта.
Шаги с 1-го по 3-й повторяются необходимое количество раз для каждого установленного объекта верхнего порядка.
При восходящем методе процесс обычно выглядит следующим образом:
1> выбор аспекта для работы;
2) выбор объектов, которые будут рассматриваться совместно;
3) выбор объекта верхнего порядка, для которого выбранные объекты являются составляющими в рамках выбранного аспекта.
Шаги с 1-го по 3-й повторяются необходимое количество раз для каждого установленного объекта верхнего порядка.
Настоящий стандарт определяет структуры, в которых один аспект сохраняется на протяжении всего структурирования (см. рисунок 8). как аспектно-ориентированные структуры, которые могут быть функционально-ориентированными, ориентированными на продукт или ориентированными на местоположение. На рисунке 6 показан объект, связанный со структурами в различных аспектах.
Прим еча ние 3 — Нисходящий подход обычно применяется для функционально-ориентированной структуры. Восходящий подход обычно применяется для структуры, ориентированной на продукт.
Рисунок 6 — Структурная декомпозиция объекта с точки зрения разлитых аспектов
Если в одном аспекте было выполнено нисходящее структурирование, а впоследствии в другом аспекте выполнено восходящее структурирование, то все объекты более низкого уровня будут иметь оба аспекта. Также часто бывает, что некоторые из вышестоящих объектов также будут определены для обоих аспектов (см. рисунок 7).
Представление ориентированное на продукт
Объект с аспектом функции
Объект с аспектами функции и продукта
Объект с аспектом продукта
Рисунок 7 — Структурная декомпозиция объекта с точки зрения различных аспектов
Примечание — А’ означает, что информационное содержимое, связанное с объектом А. было изменено по мере распознавания аспекта продукта объекта. То же самое применимо к объектам В* и В. См. В.1 приложения В и рисунок С.10.
5.2 Формирование структуры (типы и экземпляры)
Рассмотрение объекта в аспекте дает возможность определить его подобъекты в рамках данного аспекта. Каждый подобъект также может рассматриваться в том же аспекте или ином аспекте, что приводит к получению подобъектов более низкого уровня. Результатом является последовательное подразделение объектов, идентифицированных в соответствующих аспектах, которые могут быть пред* ставлены в виде древовидной структуры, как показано на рисунке 8.
Прим еча н и е 1 — Древовидные структуры могут быть представлены с использованием вида документа «Структурная диаграмма», как указано в МЭК 61355.
Рисунок 8 — Древовидная структура объекта А (вариант 1)
Другая форма представления данной древовидной структуры показана на рисунке 9.
Объекта Объект D
Рисунок 9 — Древовидная структура объекта А (вариант 2)
Процедура построения древовидной структуры, аналогичной структуре на рисунке 8. как правило, выполняется пошагово.
Примечание 2 — Поскольку структура строится последовательно по одному уровню, можно выбирать различные аспекты для разных уровней. Однако рекомендуется по возможности оставаться в рамках одного аспекта.
Ниже приведен пример процедуры, с помощью которой можно построить древовидную структуру, показанную на рисунке 8. где предполагается, что объект А является экземпляром типа объекта 1.
Примечание 3 — Подробности терминов «тип» и «экземпляр» см. в 4.8.
На рисунке 10 показано разбиение в рамках одного аспекта типа объекта 1. В рассматриваемом аспекте тип объекта 1 имеет три составляющие. Две из этих составляющих идентичны и ссылаются на один и тот же тип объекта 2.
И — символ обозначающий аспект типа объекта;
— символ, обозначающий экземпляр объекта в том же аспекте
Рисунок 10 — Составляющие типа объекта 1 водном аспекте
На рисунке 11 показано подразделение типа объекта 2 в рамках одного аспекта. Тип объекта 2 имеет две составляющие в этом аспекте, одна относится к типу объекта 4. а другая — к типу объекта 5.
И — символ, обозначающий аспект типа объекта;
/’»‘»У — символ, обозначающий экземпляр объекта в том же аспекте
Рисунок 11 — Составляющие типа объекта 2 в одном аспекте
Тип объекта 4 не имеет дополнительных составляющих, в то время как тип объекта 5 имеет четыре составляющих в аспекте, как показано на рисунке 12.
-символ, обозначающий аслеггтипз объекта;
— символ, обозначающий экземпляр объекта а том же аспекте
Рисунок 12 — Составляющие типа объекта 5 а одном аспекте
Ни один из типов объектов 6.7.8 и 9 не имеет каких-либо дополнительных составляющих. Полная древовидная структура объекта А. являющегося экземпляром типа объекта 1. может быть построена путем объединения полученных древовидных структур для выделенных типов объектов, как показано на рисунках 13 и (сокращенно) 8.
символ, обозначающий аспект типа объекта;
— символ, обозначающий экземпляр объекта в том же аспекте.
— символ, обозначающий экземпляр аспекта объекта, который не имеет других составляющих в рассматриваемом аспекте
Рисунок 13 — Древовидная структура типа объекта 1
Рисунок 13 иллюстрирует также принцип модульности типа и экземпляра. Определенный тип объекта может быть повторно использован в любом другом экземпляре, если это технически возможно. Готовые товары поставщика (функции, продукты или местоположения) могут быть ислользованы/ско-пированы в разных экземплярах различных покупателей.
5.3 Функционально-ориентированная структура
Функционально-ориентированная структура основана на назначении системы. Функциональноориентированная структура показывает подразделение системы на составляющие объекты с точки зрения аспекта функции, без учета возможных аспектов местоположения и/или продукта данных объектов.
Примечание — Документы, в которых информация о системе организована в соответствии с функционально-ориентированной структурой, подчеркивают функциональные связи между компонентами этой системы.
На рисунке 14 показана функционально-ориентированная структура.
Рисунок 14 — Функционально-ориентированная структура
5.4 Структура, ориентированная на продукт
Структура, ориентированная на продукт, основана на том. каким образом система реализована, построена или смонтирована с использованием промежуточных или конечных компонентов. Структура, ориентированная на продукт, показывает разбиение системы на составляющие объекты с точки зрения аспекта продукта без учета возможных аспектов функции и/или местоположения этих объектов.
Прим еча н и е — Документы, в которых информация о системе организована в соответствии со структурой, ориентированной на продукт, подчеркивают физическое расположение компонентов этой системы.
На рисунке 15 показана структура, ориентированная на продукт.
Рисунок 15— Структура, ориентированная на продукт
5.5 Структура, ориентированная на местоположение
Структура, ориентированная на местоположение, основана на пространственных составляющих или топографическом плане, если этого достаточно.
Структура, ориентированная на местоположение, показывает подразделение системы на состав* ляющие объекты с точки зрения аспекта местоположения, без учета возможных аспектов продукта и/или функции данных объектов.
Примечание — Документы. в которых информация о системе организована в соответствии со структурой, ориентированной на местоположение, подчеркивают топографические связи между компонентами этой системы.
На рисунке 16 показана структура, ориентированная на местоположение.

Пространства Просгрвнстводлящкта Гфостранстводляиодутжи>лш
для реофвдлкпгыюго устрайсти^часть нжеяты
Рисунок 16 — Структура, ориентированная на местоположение
5.6 Структуры, основанные на других аспектах
Помимо основных аспектов также могут быть рассмотрены другие аспекты, которые важны для некоторых пользователей (например, финансовый аспект), или аспекты, которые необходимы для определенной фазы проекта
Правило 3 Применение аспектов, отличных от основных, должно быть описано в сопроводительной документации.
Примечание 1 — Прежде чем приступать к проектированию установки или другой сложной системы, рекомендуется согласовать использование других аспектов между всеми участвующими сторонами и. по возможности. ограничить число других применяемых аспектов.
При структурировании объектов генерального плана, например промышленного предприятия, состоящего из отдельных независимых объектов, а также объектов инфраструктуры (например, зданий заводов или цехов, административных зданий, объектов снабжения, дорожных сетей) допускается применять другие аспекты (см. рисунок 17).
Прим еча ни© 2 — ВISO/TS 81346-3 показан один из способов применения общего обозначения для других аспектов.
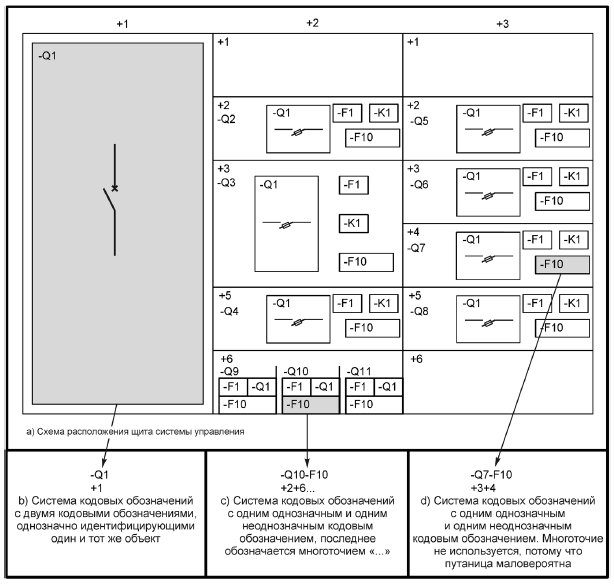
=ХЕ01 Воедино» стотинш
Пример: #СРЗ=ХЕ
МАО) — здание Администрации 1: >AD2 ■— здание администрации 2; КСР1 — мание химического цеха 1: КСР2 — мание химического цеха 2; KCP3 — мание химического цеха 3: »РР1 — электростанция 1
Рисунок 17 — Применение «других аспектов»
Прим еча н и е 3 — В соответствие с 6.2.1 знак префикса # используется для кодовых обозначений, основанных на «других аспектах».
Прим еча н и е 4 — Еще один способ работы с объектами на площадке показан в 9.3.
5.7 Структуры, основанные более чем на одном аспекте
Иногда целесообразно идентифицировать объект в рассматриваемой системе с помощью более чем одного аспекта (см. рисунок 18).
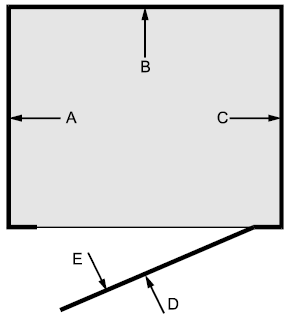
Рисунок 18 — Объект с точки зрения трех аспектов, которые испогъзуются только для внутреннего структурирования
Следуя этой концепции, объект может быть идентифицирован с точки зрения любого аспекта. Например. продукт или компонент необязательно должен быть идентифицирован в пределах структуры, ориентированной на продукт, а может быть идентифицирован в пределах функционально-ориентированной структуры или внутри структуры, ориентированной на местоположение.
Также могут использоваться различные аспекты для подобъектов, как указано в 5.1 и 5.2 (см. рисунок 19).
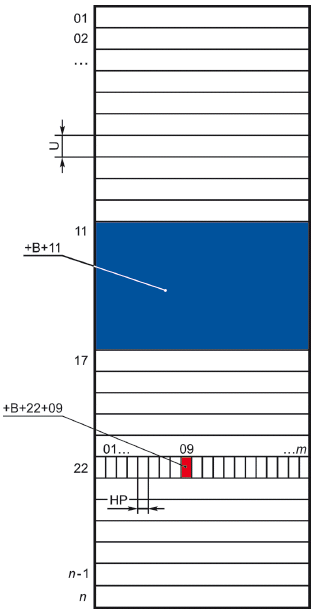
Рисунок 19 — Объект, идентифицированный с помощью одного аспекта, и подобъектов, идентифицированных с помощью другого аспекта
На рисунке 19 показан объект, идентифицируемый одним из его аспектов, а его подобъекты идентифицируются посредством другого аспекта. В приложении D приведены примеры того, как читать и интерпретировать кодовые обозначения на основе структуры, использующей различные аспекты представления.
Может быть так. что объект только с одним представлением в определенном аспекте может иметь несколько независимых представлений, то есть верхних узлов, в другом аспекте (см. приложение Е).
6 Формирование кодовых обозначений
6.1 Общие положения
Кодовое обозначение имеет целью однозначную идентификацию интересующего объекта в составе рассматриваемой системы. Верхний узел в древовидных структурах, как показано на рисунке 8. представляет собой систему, а последующие узлы представляют подобъекты этой системы.
Правило 4 Каждому объекту, являющемуся составной частью, присваивается одноуровневое кодовое обозначение, уникальное по отношению к объекту, составной частью которого он является.
Правило 5 Объекту, представленному верхним узлом, нельзя присваивать одноуровневое кодовое обозначение.
Примечание 1 — Объект, представленный верхним узлом, может иметь идентификаторы, такие хах номер детали, номер заказа, номер типа, составное обозначение или наименование.
Примечание 2 — Кодовое обозначение присваивается объекту, представленному верхним узлом, только в случае, если данная система интегрирована в более крупную систему.
6.2 Формат кодовых обозначений
6.2.1 Одноуровневое кодовое обозначение
Правило 6 Одноуровневое кодовое обозначение, присвоенное объекту, должно состоять из знака префикса, за которым следует:
— буквенный код с номером или
— буквенный код или
Дополнительные правила применения буквенных кодов рассмотрены в 6.2.3.
Для указания типа аспекта в кодовом обозначении используются следующие префиксы:
«=» (равно) в отношении аспекта функции объекта:
«-»(минус) в отношении аспекта продукта объекта;
«+»(плюс) в отношении аспекта местоположения объекта;
«#» (решетка) в отношении других аспектов объекта.
В целях обеспечения возможности программной реализации формирования и интерпретации кодовых обозначений знаки префикса следует выбирать из набора G0 по ИСО/МЭК646 или эквивалентным ему международным стандартам.
В случае совместного использования буквенного кода и номера номер должен следовать за буквенным кодом. Номер должен различать объекты с одинаковыми буквенными кодами, которые являются составляющими одного и того же объекта (системы).
Номера сами по себе или в сочетании с буквенным кодом не должны иметь определенного значения. Если номера имеют определенное значение, это должно быть объяснено в самом документе или специальной сопроводительной документации.
Номера могут начинаться с нулей. Нули в начале номера не должны иметь какого-либо определенного значения. Если нули в начале номера имеют определенное значение, это значение должно быть объяснено в документе или специальной сопроводительной документации.
Для обеспечения лучшей читаемости рекомендуется, чтобы номера и буквенные коды были как можно более короткими.
Примечание —Опыт показывает, что одноуровневые кодовые обозначения, содержащие до трех букв и трех цифр, можно считать достаточно короткими.
Для лучшего запоминания рекомендуется использовать буквенный код с номером в одноуровневых кодовых обозначениях.
На рисунке 20 показаны примеры одноуровневых кодовых обозначений.
сбмктвнаооноев функционал фмакпфомнной структуры
Кодов» обозначение оОьмтивоонсаа структуры. СрШНПфОИНИОЙ не продует
КОДоео* ебшынение объекте ни основе стиюдеы. орммтмрсмяной нв меспжюлоквннв
Рисунок 20 — Примеры одноуровневых кодовых обозначений
6.2.2 Многоуровневое кодовое обозначение
На рисунке 21 показана связь между одноуровневыми кодовыми обозначениями и многоуровневыми кодовыми обозначениями.
мюгауроаюаае квдрвае обоминмма =ai=Ca=E8=F4=O5=№
Рисунок 21 — Связь между многоуровневым кодовым обозначением и его одноуровневыми кодовыми обозначениями
Многоуровневое кодовое обозначение — это закодированное представление пути от вершины рассматриваемой древовидной структуры до искомого объекта. Этот путь включает в себя определенное количество узлов, которое зависит от фактических потребностей и сложности рассматриваемой системы.
Многоуровневое кодовое обозначение формируется путем объединения одноуровневых кодовых обозначений для каждого из объектов, представленных на пути от вершины древовидной структуры до искомого объекта.
Примечание 1 — Объект, представленный верхним узлом, может иметь идентификаторы, такие как номер детали, номер заказа, номер типа, составное обозначение или наименование. Подобные идентификаторы не являются частью многоуровневого кодового обозначения.
Примечание 2 — Объекту, представленному верхним узлом, присваивается кодовое обозначение только а том случае, если данная система интегрирована а другую, более крупную систему.
6.2.3 Использование буквенных кодов
Одноуровневое кодовое обозначение может состоять из буквенного кода:
— с указанием класса объекта; или
— с указанием объекта (например, коротким именем или кодом, как в случае, когда код страны используется для обозначения местоположения, являющегося страной).
Буквенные коды должны быть написаны заглавными латинскими буквами от А до Z (исключая обозначения национальных символов). Следует избегать использования букв I и О. если существует вероятность спутать их с 1 (единица) и 0 (нуль).
Одноуровневое кодовое обозначение может состоять из буквенного кода:
— буквенный код должен классифицировать объект на основе применяемой системы классификации;
— буквенный код может состоять из любого количества буке; в буквенном коде, состоящем из нескольких букв, каждая последующая буква должна указывать подкласс класса, указанного предыдущей буквой.
Примечание — Последовательность букв в буквенном коде не отражает структуру системы;
— буквенные коды, обозначающие класс объектов, должны выбираться согласно системе классификации, представленной в МЭК 81346-2.
6.3 Различные структуры в рамках одного аспекта
Возможен случай, когда необходимо рассмотреть объект несколько иначе, но все же в рамках ранее принятого аспекта представления. Это может быть достигнуто путем использования дополнительного представления в рамках аспекту данного вида. Примеры подобных ситуаций описаны в приложении F.
Правило 16 Если требуется дополнительное представление одного и того же аспекта системы. то обозначение объектов в этом дополнительном представлении должно быть образовано путем удвоения (утроения и т. д.) символа, используемого в качестве знака префикса. Значение и применение дополнительных представлений должны быть объяснены в соответствующей сопроводительной документации.
На рисунке 22 показаны некоторые примеры многоуровневых кодовых обозначений с использованием нескольких префиксов.
Рисунок 22 — Примеры многоуровневых кодовых обозначений с использованием нескольких префиксов
7 Система кодовых обозначений
Поскольку интересующий объект может рассматриваться с использованием различных аспектов представления, то он может иметь сразу несколько кодовых обозначений, определяющих его положение в различных структурах (см. рисунок 18).
Если с объектом связано более одного кодового обозначения, то совокупность этих обозначений называется системой кодовых обозначений.
Каждое кодовое обозначение в системе кодовых обозначений должно быть четко отделено от других.
По крайней мере одно кодовое обозначение в системе кодовых обозначений должно однозначно идентифицировать объект.
Кодовое обозначение, идентифицирующее объект, который включает в себя рассматриваемый объект (подобъект), может быть включено в систему кодовых обозначений. Такое кодовое обозначение должно сопровождаться многоточием «. ». Многоточие допускается опустить, если оно не требуется для однозначного понимания ситуации.
Примечание — Многоточие составляется из трех точек либо с помощью принятого знака многоточия.
На рисунке 23. а. показана схема щита системы управления двигателями. На рисунке 23. Ь. доказан пример системы кодовых обозначений, в котором оба кодовых обозначения полностью идентифицируют один и тот же подобъект, один — в соответствии со структурой, ориентированной на продукт. другой — согласно структуре, ориентированной на местоположение. На рисунке 23, с. d. первое кодовое обозначение идентифицирует подобъект в соответствии со структурой, ориентированной на продукт, а второе кодовое обозначение идентифицирует местоположение, которое содержит не только этот падобъект. но и другие.
Дополнительные примеры применения кодовых обозначений приведены в приложениях G и Н.
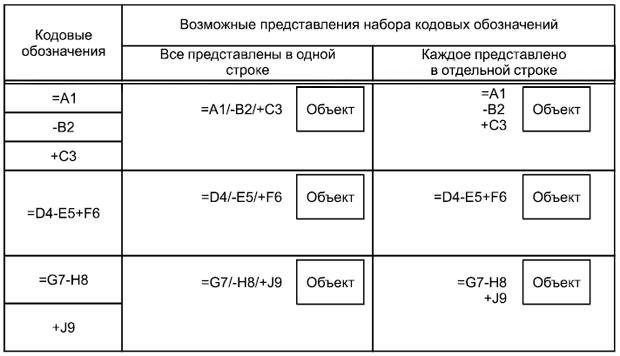
с) Системе кодовых обозначений с одним ОДнОХвыым и одним «МДнОЯ-вМ подовым обсона1ием. последнее обозначается многоточием « *
б) Система кодовых обеспечений с одним одмоз^чнем и ад>ым немноэ»«ч>*м ксдсемы обозначением Многоточие не юхльзуется потому «то путаница ыапееерсвтма
Рисунок 23 — Пример систем кодовых обозначений
8 Обозначение местоположений
8.1 Общие положения
Для обозначения местоположений применяют следующие правила.
Обозначение стран, городов, деревень, районов и т. д. должно быть как можно более кратким.
Примечание 1 — В соответствующих случаях могут применяться признанные или согласованные системы кодирования, например, такие, как ИСО 3166-1 для государств.
Обозначение зданий, этажей и помещений в зданиях должно соответствовать правилам серии стандартов ИСО 4157-1.
При необходимости допускается использовать координаты UTM или другие системы координат для обозначения географической области.
Координаты (2D или 3D) также могут быть использованы в качестве основы для обозначения местоположений в здании или сооружении.
Если для обозначения местоположения используется координата, она также должна быть указана и для базовой точки системы локальных координат. Координата должна быть представлена в формате одноуровневого кодового обозначения. Применение системы координат и правила преобразования координат должны быть объяснены в сопроводительной документации.
Примечание 2 — Координаты в системе координат являются точным средством позиционирования. а не местоположением в рамках настоящего стандарта.
Примечание 3 — Определение эон с использованием линий застройки (см. ИСО 4157-3), часто называемых координатами плоскости застройки, является примером применения двумерного определения местоположения. Схожий пример показан на рисунке 25.
Обозначения мест расположения оборудования (внутри или снаружи), узлов и т. д. должны определяться изготовителем этого оборудования, узлое и т. д.
8.2 Сборные конструкции
Местоположениям (пространствам), принадлежащим сборным конструкциям заводского изготовления. часто присваивают кодовые обозначения, основанные на местных системах координат, определенных для доступных монтажных плоскостей.
Правило 25 Если для обозначения местоположений, принадлежащих сборке, используют местную систему координат, такая система должна быть однозначно идентифицирована внутри сборной конструкции.
На рисунке 24 показан пример сборной конструкции в заводском исполнении с обозначениями различных монтажных плоскостей. Данная сборная конструкция состоит из нескольких монтажных плоскостей. обозначенных следующими буквенными кодами:
В — внутри—задняя часть;
D — внешняя сторона двери:
Е — внутренняя сторона двери.
Прим еча н и е — Буквенные кеды определены в приведенном выше перечне и не относятся к МЭК81346-2.
Рисунок 24 — Пример обозначения монтажных плоскостей внутри сборки заводского исполнения
На рисунке 25 показано, как можно сформировать обозначения местоположений на монтажной плоскости. 8 этом конкретном случае монтажная плоскость принимается за заднюю внутреннюю часть (обозначается как +В) монтажного шкафа.
Верхний левый угол каждой монтажной плоскости (если смотреть в направлении стрелок, показанных на рисунке 24) определяет начальную точку для нумерации монтажных пространств.
Вертикальное положение выражается числами от 01 до л. представляющими множество, кратное U. Единица U представляет расстояние 44,5 мм в соответствии с требованиями МЭК 60297-3-100.
Горизонтальное положение выражается числами от 01 до т. представляющими множество, кратное HP. Единица HP представляет собой расстояние 5.08 мм в соответствии с МЭК 60297-3-101.
Обозначение местоположения сформировано следующим образом:
* [монтажная поверхность] + [вертикальное положение] * [горизонтальное положение]
Таким образом, заштрихованные области на рисунке 25 обозначены как *8*11 (область синего цвета) и *В*22+09 (область красного цвета).
Рисунок 25 — Примеры обозначений местоположений внутри монтажного шкафа заводского исполнения
9 Представление кодовых обозначений
9.1 Кодовые обозначения
Для представления кодовых обозначений применяются следующие правила.
Правило 26 Кодовое обозначение должно быть представлено одной строкой.
Представление одноуровневого кодового обозначения не должно быть раздельным.
Если знак префикса для одноуровневого кодового обозначения в составе многоуровневого кодового обозначения такой же. как и для предыдущего одноуровневого кодового обозначения, то одинаково правильно могут быть применены следующие методы представления кодовых обозначений:
• знак префикса может быть заменен на к.» (точку); или
— знак префикса может быть опущен, если предшествующее одноуровневое кодовое обозначение заканчивается номером, а следующее начинается с буквенного кода.
Примечание 1 — Рекомендуется применять этот метод только в том случае, есгм одноуровневые кодовые обозначения снабжены буквенным кодом, за которым следует номер.
Для разделения различных одноуровневых кодовых обозначений в составе многоуровневого кодового обозначения допускается использовать символ пробела. Данный символ пробела не должен иметь какого-либо особого значения и должен использоваться исключительно в целях удобства считывания кодового обозначения.
Если необходимо указать, что данное кодовое обозначение является полным по отношению к верхнему узлу в контексте фактического представления, символ «>» (больше) должен быть поставлен перед кодовым обозначением.
Примечание 2 — Символ <>» (больше) не является частью кодового обозначения.
Примечание 3 — Дополнительные правила представления кодовых обозначений в документах представлены в МЭИ 61082-1 и ИСО 15519-1.
На рисунке 26 показаны примеры представления многоуровневых кодовых обозначений и способы их записи.
Рисунок 26 — Примеры представления многоуровневых кодовых обозначений
9.2 Набор кодовых обозначений
Для представления набора кодовых обозначений применяют следующие правила (см. рисунок 27):
Набор кодовых обозначений объекта может быть представлен одной строкой или набором последовательных строк.
Если кодовые обозначения представлены набором из отдельных строк, то каждое из кодовых обозначений должно начинаться с отдельной строки.
Если кодовые обозначения представлены в одной строке и существует неопределенность при интерпретации обозначения, то знак «/» (косая черта) должен использоваться в качестве знака-разделителя между различными кодовыми обозначениями.
Порядок представленных кодовых обозначений в наборе кодовых обозначений не имеет существенного значения.
Рисунок 27 — Представление кодовых обозначений е наборе кодовых обозначений
9.3 Представление идентификаторов верхнего узла
В 6.1 введены понятия верхнего узла и его идентификации. Такой идентификатор не считается кодовым обозначением или его частью. Однако иногда может быть полезно или необходимо представлять такой идентификатор совместно с кодовым обозначением, например, когда необходимо исключить неоднозначность при работе с независимыми системами.
Правило 35 Если идентификатор верхнего узла должен быть представлен вместе с кодовым обозначением, он должен быть заключен в угловые скобки (<. >) и расположен перед кодовым обозначением самой системы, которую представляет верхний узел.
Примечание 1 — Правило 30 является упрощенной формой данного правила для случаев, когда нет необходимости показывать идентификатор верхнего узла.
Примечание 2 — Приложение Е содержит специальные рекомендации по применению данного правила.
Примечание 3 — Верхние узлы могут иметь идентификаторы, такие как номер детали. номер заказа, номер типа или наименование.
=А1В1 идентифицирует объект =А1В1 системы с идентификатором верхнего узла 723456-Х.
Промышленные комплексы обычно состоят из ряда автономных производственных объектов и соответствующих им объектов инфраструктуры. Они могут быть идентифицированы различными идентификаторами верхнего узла (см. рисунок 28).
— манне администрации t. — мание администрации 2. — мание химического цеха 1. — мание химического цеха 2; — мание химического цеха 3. — электростанция 1
Рисунок 28 — Различные объекты на площадке, указанные с использованием идентификаторов верхнего узла
10 Маркировка
8 целях обеспечения эффективности производства, монтажа и технического обслуживания объектов может потребоваться маркировка компонентов соответствующими кодовыми обозначениями. Может также потребоваться маркировка/идентификация объектов на дисплеях оператора посредством их кодовых обозначений.
Маркировку кабелей и проводников см. в МЭК 62491.
Правило 36 Метки, отображающие кодовое обозначение или его часть, должны быть расположены рядом с компонентом, соответствующим объекту.
Правило 37 Если кодовые обозначения компонентов объекта имеют общую начальную часть (см. рисунок 29). то эта часть может быть опущена на метках компонентов и показана только на метке, связанной с объектом (см. рисунок 30).
Полный кодовым обожемвнмам, например для лэдовыкт«Я1, является -4M43&R1.
Общей кмпмй часто подобмктом 431 и -S2 жлмпж -31.
Общей тМмапьнСй частые подобий хтов -Rif я-К2 является -81432
Рисунок 29 — Общая начальная часть кодовых обозначений
Правило 38 В тех случаях, когда кодовые обозначения предназначены для персонала, обеспечивающего ручное управление системой (отдельными объектами системы), кодовые обозначения должны быть четко распознаваемы.

HB S **™* I АЙ?! = НацлиСь на МОП»
Ь) Марюфоека. обдел»
Рисунок 30 — Общая начальная часть кодовых обозначений
Приложение А (справочное)
Стандарт МЭК 81346-1 является пересмотром МЭК 61346-1:1996 с принятием ео внимание содержания ISO/TS 16952-1. Номер публикации был изменен, чтобы обособить общую серию стандартов ИСО/МЭК на кодовые обозначения.
МЭК 61346-1 имеет два предшествующих стандарта — МЭК 60750:1983 и МЭК 60113-2:1971. Таблица I буквенных кодов в МЭК 60750:1983 состоит из основных частей, взятых из МЭК 60113-2:1971. Область применения этих стандартов со временем расширялась.
Хотя вопрос о том. где должны пролегать границы этих стандартов, является предметом спора, можно примерно проиллюстрировать цели и назначение этих трех стандартов схемой, представленной на рисунке А.1.
Общая техническая информация
Общая техническая документация
Схемы с сопроводительной документацией

Проектирование Производство Эксплуатация Вывод из эксплуатации/
Разработка Установка Техобслуживание/ усовершенствование
Рисунок А.1 — Область применения стандартов кодовых обозначений
А.2 МЭК 60113-2:1971
Обозначение элементов (термин, использованный в МЭК 60113-2) представляло собой просто кпассифмса-цию/кодирование отдельных компонентов с добавлением порядкового номера для разделения компонентов одного класса. Поскольку последовательная нумерация нецелесообразна для более крупных проектов, в МЭК 60113-2 была предусмотрена возможность добавления иерархических обозначений перед кодом компонента и. таким образом. получения простой формы структурирования.
Во время действия указанных стандартов информация содержалась только в бумажных документах, и цель обозначения элемента системы заключалась в том. чтобы сделать возможной трассировку между различными документами. особенно в случае связи между принципиальной схемой системы и спецификациями компонентов и таблиц или отдельных схем.
Представление о понятии жизненного цикла было очень ограшченным. Непосредственная потребность заключалась в подготовке документов для производства оборудоважя и его ввода в эксплуатацию.
Возможности для компьютерной обработки в то время были также ограничены. Приходилось экономить объем памяти ЭВМ. а процесс компьютерной обработки сам по себе был связан с технологиями уровня применения перфокарт, таким образом, необходимо было использовать фиксированный формат представления данных и бережно относиться к доступному формату и объему памяти.
Благодаря МЭК 60750-2 было признано, что иерархическое структурирование должно рассматриваться не просто как дополнение к буквенному коду для компонентов, а как основной инструмент для управления документацией более крупных проектов. Вероятно, было бы правильно сказать, что произошло полное изменение подхода к обозначению элементов, поэтому структурирование вышло на первый план, а кодирование компонентов было отодвинуто на второй.
Как следствие, использование обозначений элементов стало более распространенным, и они применялись не тогъко в принципиальных схемах, но и в других документах. Однако документы, как правило, по-прежнему считались наиболее важными носителем информации.
Возможности для компьютерной обработки были улучшены. Технологии, ориентированные на использование перфокарт, заменились технологиями реляционных баз данных.
А.4 МЭК 61346-1:1996
С пересмотром стандарта МЭК 60750 использование обозначений элементов и кодовых обозначений расширилось еще больше. Было признано, что кодовое обозначение может использоваться в качестве крайне эффективного инструмента для управления информацией. Информация необязательно содержится в готовых документах, но может быть фрагментирована, помещена в базы данных, из которых документы могут быть скомпонованы по мере необходимости (включая графические представления). Их можно представить в виде отдельных таблиц базы данных. В такой среде требовалось использовать систему кодовых обозначений в качестве инструмента навигации по информации.
Также существовала острая потребность в переносе данной системы не только на электрическое оборудование. но и на технологическое, програмшое обеспечение и т. д.
Возможности компьютерной обработки были значительно улучшены. Пришло понимание того, что технологии реляционных баз данных не могут решить все существующие проблемы, поэтому стали использоваться объектно-ориентированные технологии.
Примечание — Использование термина «объект» в объектно-ориентированном проектировании системы и объектно-ориентированном программировании связано, но не совпадает с термином, используемым в настоящем стандарта.
Более важным стало описывать вещи простым и логичным способом для повышения функциональности, взаимозаменяемости и связанности. Экономия вычислительной мощности отошла на второй план.
Другим важным требованием стало то. чтобы кодовое обозначение можно было использовать на протяжении всего жизненного цикла объекта.
А.5 МЭК 81346-1:2009
В МЭК 81346-1 правила, установленные в МЭК 61346-1. сохраняются, но большее внимания уделяется описанию базовых концепций, чтобы улучшить понимание и применимость настоящего стандарта. Правила и требования. основанные на материалах рабочей группы ИСО ТС10. были адаптированы для повышения удобства использования стандарта вне области электротехники.
МЭК 81346-1 призван стать базовым для единой системы кодовых обозначений в МЭК и ИСО и должен стать первой частью серии стандартов с общим номером относительно различных областей применения.
Приложение В (справочное)
Создание и жизненный цикл объектов
В.1 Создание и срок службы объектов
Объект устанавливается (определяется), когда существует потребность именно в этом объекте.
Объект удаляется, когда он больше не требуется. Объект также удаляется, когда его свойства объединяются с другим объектом, и удаленный объект тем самым теряет свою самостоятельность.
Примечание 1 — Объединение объектов имеет место, когда, например, объект, определенный в одном аспекте, будет признан идентичным объекту, определенному в других аспектах.
Прим еча н и е 2 — Удаление физического объекта не означает то же самое, что и полное удаление объекта. поскольку информация об объекте может быть сохранена.
Рисунок В.1 — Сценарии развития ситуации
Жизненный цикл объекта в течение периода времени (f) может быть представлен, как показано на рисунке В.1. Каждая горизонтальная линия представляет один и тот же объект в различных сценариях развития:
• В момент I = 0 объект О, установлен (определен). Объект сложный (составной), и поэтому О, делится на О,, и на 0,2‘ и н а О, 3.
• В момент f] вводится объект О2 со свойствами, относящимися к 0,3. Таким образом, возможно объединить О2 с О, 3. поэтому О1 3 становится О, Тем самым Ot меняется на Ог.
• В момент вводится новый объект О3.
• В момент объект 0,3. больше не является значимым и поэтому удаляется. Тем самым О, меняется на Ог.
• Информация, относящаяся к Оэ (введенная в момент /2). имеет отношение к О12. и поэтому информация (например, свойства) О, 2 и О3 объединяется и становится О, 2— Тем самым О( меняется на О>.
• В момент t4 вводится новый объект О4.
• В момент tx подобъвкты O1 r OJ2. и О4 становятся подобъектами. формирующими конечный результат О,, который, таким образом, трансформировался четыре раза в течение своего жизненного цикла и поэтому распознается как О.
В любое время на протяжении жизненного цикла объект может быть представлен с точек зрения различных аспектов, например аспекта продукта, аспекта функции, аспекта местоположения и т. д.
Рисунок В.1 показывает развитие объекта в течение периода времени (0- Представленное выше описание рисунка является общим и не носит конкретного характера. Более понятный и конкретный пример, основанный на такой же схеме, может быть следующим:
• Владелец здания желает построить новый гараж. Гараж идентифицируют как Ог вводя таким образом объект. Постройка гаража — это сложная работа, и поэтому гараж О1 декомпозируется на строительные конструкции, обозначенные как О, г внутреннюю систему водоотведения, обозначенную как О, 2. и систему автоматического управления воротами, обозначенную как О, 3.
• Со временем производитель показывает свои совершенно новые продукты для управления воротами, идентифицированные как объект О?, владельцу здания, и поэтому в момент времени вводится объект О2. Новое поколение элементов управления воротами имеет расширенные возможности по сравнению с первоначальной концепцией на первых этапах проектирования, и. следовательно, свойства связаны с О( и возможно объединить О2 с О( 3. поэтому О, £ становится О, у. Тем самым оригинальная концепция гаража О, незначительно меняется на О.
• В момент I? владелец здания предъявляет новую потребность в интенсивной мойке автомобилей в гараже, которая определяется как О3. что вводится в систему.
• Владелец здания получает предложение о новой системе контроля ворот и понимает, что цена не укладывается в бюджет, и он решает сэкономить средства и убрать автоматическую систему контроля ворот. Следовательно. в момент /3 объект О1 а больше не является значимым и поэтому удаляется. Тем самым первоначальная концепция О, меняется на О.
• Потребность в интенсивной мойке О2 1 и при проектировании становится ясно, что информация (например, свойства) О, 2 и может быть объединена и становится О^. Тем самым первоначальная концепция О, меняется на О,-
• В момент t4 владелец здания получает требование соорудить крышу для гаража, для него эго является новой потребностью, и он не может игнорировать это требование. Поэтому вводится новый объект О4. представляющий данное требование.
• В момент tx подобъекты Ot ((первоначальная конструкция здания). 0,2 (система водоотведения, спроектированная с учетом интенсивной мойки) и О4 (требование о сооружении крыши гаража) являются подобъектами. формирующими конечный вариант гаража Ov который, таким образом, трансформировался четыре раза в течение своего жизненного цикла и поэтому распознается как О^. Этот конечный объект теперь представляет собой окончательный проект гаража, и владелец здания может начать конкурсные процедуры на строительство гаража.
• С начало*! строительства жизненный цикл продолжается, но теперь О( представляет собой тот гараж, который будет построен.
Для получения дополнительной информации об объектах см. приложение С.
В.2 Сценарии жизненного цикла объекта
В В.1 описаны создание и срок действия связанных объектов. В настоящем разделе описывается развитие одного объекта в течение всего его жизненного цикла.
Чтобы описать определенный жизненный цикл, необходимо выбрать конкретную предметную область. В данном случае был выбран экземпляр двигателя в контексте некоего производственного процесса.
Это никоим образом не должно быть истолковано так. что явления, описанные здесь, действительны только для этой области. Можно было выбрать проектирование печатной платы или иной процесс. Проиллюстрированные явления появляются в каждой области применения, тогъко с разным акцентом и. возможно, с другой терминологией. В случае если пример с двигателем не относится к области деятельности организации, следует применять его к иным реалиям.
Сценарий основан на использовании водяного насоса в каком-либо промышленном процессе, например на бумажной фабрике или водопроводной станции. Для облегчения понимания предполагается, что эта установка разработана, спроектирована и введена в эксплуатацию одним предприятием, несущим ответственность за систему. и что необходимые компоненты закупаются у других предприятий, несущих ответственность за продукцию. Установка сдается непосредственно конечному пользователю. Предприятие, ответственное за систему, предоставляет всю пользовательскую информацию в виде выписки из своей базы данных, а покупатель помещает ее в свою собственную информационную систему для обслуживания установки. С принципиальной точки зрения эго упрощение, поскольку не принимаются во внимание возможные различия в видах документов. Целесообразно учесть это обстоятельство на данном этапе.
Следующее описание определяет рад возможных ситуаций, которые могут возникнуть в течение жизненного цикла объекта. Описание разделено на два параллельных блока, один из которых представлен обычным языком, а другой (выделенный курсивом) представляет собой комментарии к первому блоку с точси зрения структурирования и кодовых обозначений (см. также рисунок В.2). В.2.2—В.2.21 содержат описание различных ситуаций, возникающих в ходе жизненного цикла. Для удобства ссылок на рисунок В.2 ситуации обозначены буквами от Адо X.
В.2.2 Функциональный аспект и функция, основанная на функционально-ориентированной структуре (А)
С точки зрения промышленного процесса и общей конструкции системы выделяется необходимость создания потока жидкости. Это является функциональной необходимостью, но для ее реализации предусмотрен насос (объект, выполняющий функцию «создания потока»). Таким образом, дополнительно возникает функциональная потребность в приведении этого насоса в действие, что выполняется двигателем (объектом, выполняющим функцию «приведение в действие»).
Именно е этот момент создается объект, рассматриваемый е данном жизненном цикле. Ом принадлежит к классу объектов «двигатель». Необязательно уточнять, тип двигателя — электрический, дизельный или любой другой.
Чтобы отделили» его от других подобных объектов. он должен быть идентифицирован. Для этой цепи полезно использовать кодовое обозначение. основанное на функционально-ориентированной структуре, поскольку только аспект функции, связывающий объект с соответствующим местом в запланированном производственном процессе, известен и актуален на данном этапе.
В начале жизненного цикла определение и проектирование процесса, скорее всего, не очень стабильно. Например, может случиться так. что перекачка жидкости должна располагаться на нескольких участках процесса. Это может привести к необходимости изменить кодовое обозначение на основе функционально-ориентированной структуры.
Источник https://standartgost.ru/g/%D0%93%D0%9E%D0%A1%D0%A2_%D0%A0_54431-2011
Источник https://rskrf.ru/tips/eksperty-obyasnyayut/vsye-li-po-gostu-zachem-nuzhny-standarty-i-kak-v-nikh-razobratsya-/
Источник https://allgosts.ru/01/110/gost_r_58908.1-2020
- Раздел 13 ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ, ЗАЩИТА ЧЕЛОВЕКА ОТ ВОЗДЕЙСТВИЯ ОКРУЖАЮЩЕЙ СРЕДЫ. БЕЗОПАСНОСТЬ
- Раздел 13 ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ, ЗАЩИТА ЧЕЛОВЕКА ОТ ВОЗДЕЙСТВИЯ ОКРУЖАЮЩЕЙ СРЕДЫ. БЕЗОПАСНОСТЬ
- Раздел 25.080 Металлорежущие станки
- Раздел 25 МАШИНОСТРОЕНИЕ
- Раздел 25.080 Металлорежущие станки
- Раздел 25 МАШИНОСТРОЕНИЕ

